
FR
Tout ce que vous devez savoir sur les outils de forage de roche en carbure de tungstène
Nouvelles de l'industrie-Les outils de forage de roche en carbure de tungstène constituent l'épine dorsale des opérations de forage modernes dans les secteurs des mines, de la construction, des carrières et des travaux géotechniques. Que vous explosiez du granit dans une mine à ciel ouvert ou que vous ancrariez des fondations dans du calcaire dur, les performances de votre foreuse dépendent presque entièrement de la qualité et de la conception de l'outillage en carbure au niveau de la face de coupe. Ce guide détaille tout ce que vous devez savoir, du fonctionnement de ces outils à la manière de choisir le bon et de le faire fonctionner plus longtemps.
Qu'est-ce qui fait du carbure de tungstène le matériau idéal pour le forage de roches
Le carbure de tungstène (WC) est un matériau composite fabriqué en frittant des particules de carbure de tungstène avec un liant métallique, le plus souvent du cobalt. Le résultat est un matériau exceptionnellement dur avec une dureté Vickers allant de 1 400 à 1 800 HV, ce qui le rend beaucoup plus dur que l'acier tout en conservant une ténacité suffisante pour absorber les charges d'impact répétées qu'exige le forage de roche.
Ce qui distingue le carbure de tungstène des autres matériaux durs, c'est sa combinaison de propriétés. Les céramiques pures sont plus dures mais trop cassantes pour le perçage par percussion. L'acier à outils est plus résistant mais s'use beaucoup trop rapidement contre les roches abrasives. Le carbure atteint l'équilibre qu'exige le forage pratique : il résiste à l'usure abrasive, supporte bien les charges de compression et peut être rectifié avec précision dans des géométries spécifiques adaptées à différents types de roches et méthodes de forage.
La teneur en liant cobalt est l’une des variables les plus importantes dans la formulation du carbure. Un pourcentage de cobalt plus élevé (12 à 16 %) augmente la ténacité et la résistance aux chocs, ce qui le rend adapté aux roches fracturées ou hétérogènes. Une teneur plus faible en cobalt (6 à 8 %) produit une nuance plus dure et plus résistante à l'usure, adaptée aux formations homogènes et hautement abrasives comme le quartzite ou le grès. Choisir la mauvaise qualité pour votre formation est une cause fréquente de défaillance prématurée des outils.
Principaux types d'outils de forage de roche en carbure de tungstène
Le terme « outils de forage de roche en carbure de tungstène » couvre une large famille de produits. Comprendre le type d'outil spécifique à votre application est la première étape vers un perçage efficace.
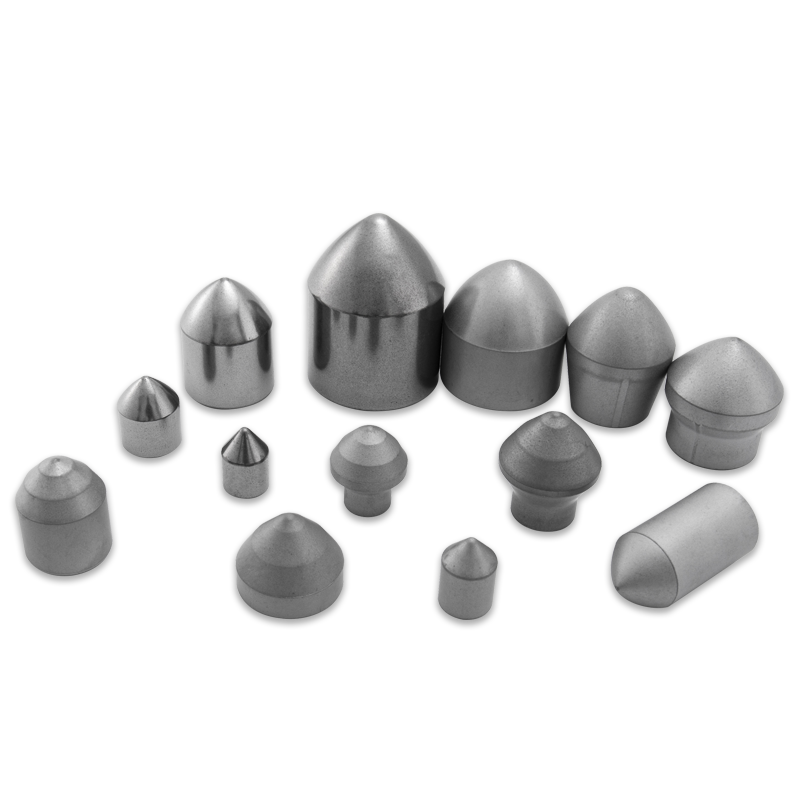
Boutons
Les mèches à boutons sont l'outil de forage en carbure le plus largement utilisé dans les mines à ciel ouvert et souterraines. Des plaquettes en carbure de forme sphérique ou balistique sont insérées à la presse dans un corps en acier selon un motif conçu pour couvrir toute la face du foret. Les mèches en bouton sont utilisées dans les systèmes de forage rotatif-percussif et sont disponibles en configurations à face plate, convexe (dôme) et concave, chacune adaptée à différentes conditions de roche.
- Boutons sphériques : Idéal pour les roches dures et abrasives ; résistance maximale à l'usure.
- Boutons balistiques (paraboliques) : Meilleur taux de pénétration dans la roche moyennement dure ; recommandé lorsque la ROP est une priorité.
- Boutons ovoïdes : Un compromis entre balistique et sphérique, courant dans les formations de dureté mixte.
Bits croisés et X-Bits
Les mèches croisées comportent quatre ailes en carbure disposées en croix ou en X brasées dans un corps en acier. Ils sont couramment utilisés dans le forage à percussion léger, tel que le forage par jackleg et le forage à dérive dans des roches plus tendres à moyennement dures. Les mèches croisées sont plus simples à fabriquer et à réaffûter, ce qui les rend économiques pour les applications où les conditions de formation sont relativement constantes. Cependant, ils s'usent plus rapidement que les mèches à boutons dans des formations très abrasives.
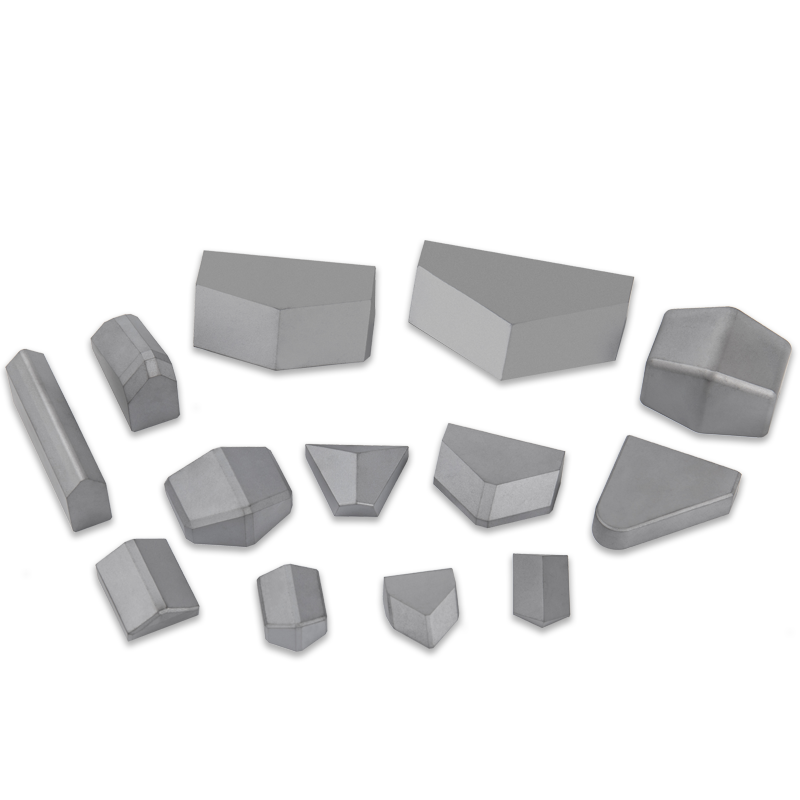
Burins
Les burins utilisent un seul insert en carbure ou une bande de carbure brasée dans une configuration de coupe linéaire. Ils sont principalement utilisés pour les perceuses à percussion portatives de plus petit diamètre, le forage d'ancrages de construction et le bris secondaire. Leur géométrie simple les rend peu coûteux et faciles à réaffûter, bien qu'ils soient limités aux roches plus tendres et aux diamètres de trous plus petits.
Trépans tricônes avec inserts en carbure
Dans le forage rotatif pour les grands trous de mine et les applications pétrolières et gazières, les trépans tricônes utilisent des inserts en carbure de tungstène pressés dans les dents en acier des cônes rotatifs. Lorsque les cônes roulent sur la paroi rocheuse, les inserts écrasent et ébrèchent la formation. La géométrie des inserts va des formes hémisphériques émoussées pour les roches dures aux formes de ciseau allongées pour les formations molles. Ce sont des outils coûteux mais offrent d’excellents taux de pénétration dans les applications rotatives de grand diamètre.
Mèches de marteau DTH (Down-The-Hole)
Les trépans DTH sont un type spécialisé de trépan à bouton conçu pour être utilisé avec des systèmes de marteaux fond de trou, où le mécanisme de percussion se déplace le long du train de tiges et frappe le trépan directement sur la paroi rocheuse. Cela minimise les pertes d'énergie et rend le forage DTH exceptionnellement efficace pour les trous profonds et la roche dure. La disposition des boutons en carbure et la géométrie de la face des embouts DTH sont conçues spécifiquement pour les impacts à haute fréquence et à haute énergie du fonctionnement du marteau.
Comment choisir le bon outil de forage de roche en carbure
La sélection du bon outil de forage en carbure de tungstène implique de faire correspondre les propriétés de l'outil à quatre variables clés : le type de roche, la méthode de forage, le diamètre du trou et les conditions opérationnelles. Une bonne adéquation affecte directement le taux de pénétration, la durée de vie de l’outil et le coût par mètre percé.
| Type de roche | Type d'outil recommandé | Nuance de carbure |
| Doux (calcaire, charbon, schiste) | Mèche burineuse ou mèche croisée | Haute teneur en cobalt (qualité dure) |
| Moyen (granit, basalte) | Embout de bouton (inserts balistiques) | Cobalt moyen (qualité équilibrée) |
| Dur et abrasif (quartzite, chert) | Embout bouton (inserts sphériques) ou embout DTH | Faible teneur en cobalt (qualité résistante à l'usure) |
| Formation fracturée / variable | Embout cruciforme ou embout bouton robuste | Haute teneur en cobalt (résistant aux chocs) |
| Rotatif à trou profond (grand diamètre) | Trépan à rouleau tricône avec inserts en carbure | Adapté à la dureté de la formation |
Au-delà du type de roche, considérez le système de forage utilisé. Le forage roto-percussif (marteau supérieur) donne de meilleurs résultats avec des mèches rondes standard à des profondeurs allant jusqu'à 30 à 40 mètres. Les systèmes DTH prennent le relais pour les trous plus profonds où la transmission d’énergie via de longues chaînes de tiges réduirait autrement l’efficacité. Les systèmes purement rotatifs nécessitent des trépans à insérer ou des trépans à traîner en fonction de la résistance à la compression de la formation.

Indicateurs de qualité clés lors de l'évaluation des outils de forage en carbure
Pas tous outils de forage de roche de carbure de tungstène sont créés égaux. Lorsque l'on compare des produits de différents fabricants ou que l'on recherche de nouveaux outils, voici les indicateurs de qualité qui comptent le plus :
- Taille des grains de carbure : Le carbure à grain fin (submicronique) offre une dureté et une résistance à l'usure plus élevées. Les structures à grains plus grossiers améliorent la ténacité mais sacrifient la résistance à l'abrasion.
- Insérer la tolérance d'ajustement à la presse : Pour les embouts à boutons, l'ajustement serré entre l'insert et le corps en acier est critique. Un ajustement lâche entraîne une perte de l'insert ; un ajustement trop serré provoque la fissuration du carbure lors du pressage.
- Qualité du corps en acier : Le corps en acier du foret doit être suffisamment résistant pour résister aux fissures de fatigue sous des impacts répétés. Les aciers faiblement alliés cémentés après usinage surpassent les corps en acier doux en termes de durée de vie.
- Insérer la cohérence de la géométrie : Les inserts doivent avoir une géométrie et une finition de surface uniformes. Les incohérences dans la hauteur ou la position des boutons créent une charge inégale sur la face et accélèrent l'usure des inserts exposés.
- Conception du trou de rinçage : Des canaux de rinçage adéquats et bien positionnés dans la face du foret sont essentiels pour dégager les déblais et refroidir le carbure. Les ports de rinçage bloqués ou sous-dimensionnés réduisent le taux de pénétration et augmentent la dégradation du carbure liée à la chaleur.
Comment prolonger la durée de vie de vos outils de perçage en carbure
Les outils de forage en carbure de tungstène représentent une part importante des coûts des consommables de forage. Une gestion disciplinée des outils et des pratiques opérationnelles peuvent prolonger considérablement la durée de vie et réduire le coût par mètre.
Réaffûtage des embouts de boutons dans les délais
La réaffûtage des mèches à boutons est l’une des pratiques les plus rentables dans la gestion des outils en carbure. À mesure que les boutons s'usent, ils développent des méplats d'usure sur leur dessus qui réduisent le taux de pénétration et augmentent l'apport d'énergie par mètre percé. Le réaffûtage restaure le profil du bouton d'origine avant que les méplats d'usure ne deviennent trop grands. La règle générale est de réaffûter lorsque le diamètre du plat d'usure atteint 30 à 40 % du diamètre du bouton. Une attente trop longue signifie que davantage de carbure doit être retiré par cycle de réaffûtage, ce qui réduit le nombre total de cycles de réaffûtage avant que le foret ne soit retiré.
Faire correspondre la force d'alimentation et l'énergie d'impact à la formation
L’application d’une force d’avance ou d’une pression de percussion excessive dans la roche tendre est une cause fréquente de fissuration du carbure et de perte de plaquettes. Le carbure est conçu pour écraser la roche par impact. Si la pénétration est trop rapide pour que les déblais soient évacués, le foret peut reculer et concentrer la contrainte sur les inserts individuels. Faites correspondre l’alimentation, la vitesse de rotation et l’énergie de percussion à la résistance à la compression de la formation. La plupart des fabricants d’appareils de forage fournissent des paramètres de fonctionnement recommandés pour des classes de roches spécifiques.
Maintenir un rinçage adéquat
Un rinçage insuffisant est responsable d’une part importante des pannes prématurées des outils en carbure. Les déblais qui ne sont pas évacués se tassent au fond du trou et provoquent un rebroyage des copeaux de roche contre le front de forage, accélérant ainsi l'usure. Pour le rinçage à l’air, maintenir une vitesse minimale de l’air du trou de forage de 15 à 20 m/s. Pour le rinçage à l'eau ou à la mousse, assurez-vous d'un débit suffisant pour le diamètre du trou à percer. Inspectez et nettoyez régulièrement les ports de rinçage des embouts : même un blocage partiel réduit considérablement l’efficacité du rinçage.
Stockage et manipulation appropriés
Le carbure de tungstène est dur mais n'est pas à l'abri des dommages causés par les chocs. Le fait de laisser tomber les forets sur des surfaces dures ou de les stocker en vrac dans des bacs où ils se cognent provoque l'écaillage des plaquettes en carbure avant même leur mise en service. Stockez les embouts verticalement dans des racks dédiés ou dans des conteneurs protégés avec séparateurs. Transportez-le vers et depuis le front de forage dans des sacs à outils plutôt que en vrac dans une boîte à outils.
Modes de défaillance courants et ce qu'ils vous disent
L'examen des outils de forage en carbure de tungstène usés ou défectueux vous en dit long sur la nécessité de modifier la sélection des outils, la configuration du foret ou les pratiques opérationnelles. Voici les modèles de défaillance les plus courants et leurs causes :
- Même usure à plat sur tous les boutons : Usure abrasive normale – l’outil a été utilisé de manière appropriée. Procédez au réaffûtage.
- Boutons fissurés ou cassés : Indique généralement une énergie d'impact excessive pour la formation, une mauvaise qualité de carbure (trop cassant) ou un forage dans un vide ou une zone de faille. Envisagez de passer à une nuance de carbure plus résistante.
- Perte des boutons (prises vides) : Causé par un ajustement par pression inadéquat, une fissuration par fatigue de la douille en acier ou des événements d'affaissement qui tirent les inserts sous l'effet d'une force latérale. Inspectez le corps en acier pour détecter toute fissuration de la douille.
- Usure inégale (boutons de jauge usés plus rapidement) : Fréquent lorsque le trou est surdimensionné, ce qui permet au foret de dériver et de charger les boutons de la jauge de manière disproportionnée. Vérifiez l’alignement et l’état du stabilisateur.
- Vérification thermique ou fissuration superficielle des boutons : Indique une fatigue thermique due à un rinçage inadéquat. Le carbure surchauffe et se fissure en raison d'un cycle de température rapide. Améliorez le débit de rinçage et vérifiez les ports bloqués.
- Érosion ou lessivage du corps en acier : Le produit de rinçage coupe directement dans l'acier autour des plaquettes en carbure. Causé par la recirculation de particules abrasives. Vérifiez la position du port de rinçage et l’évacuation des déblais.
Applications industrielles où les outils de forage de roches en carbure sont essentiels
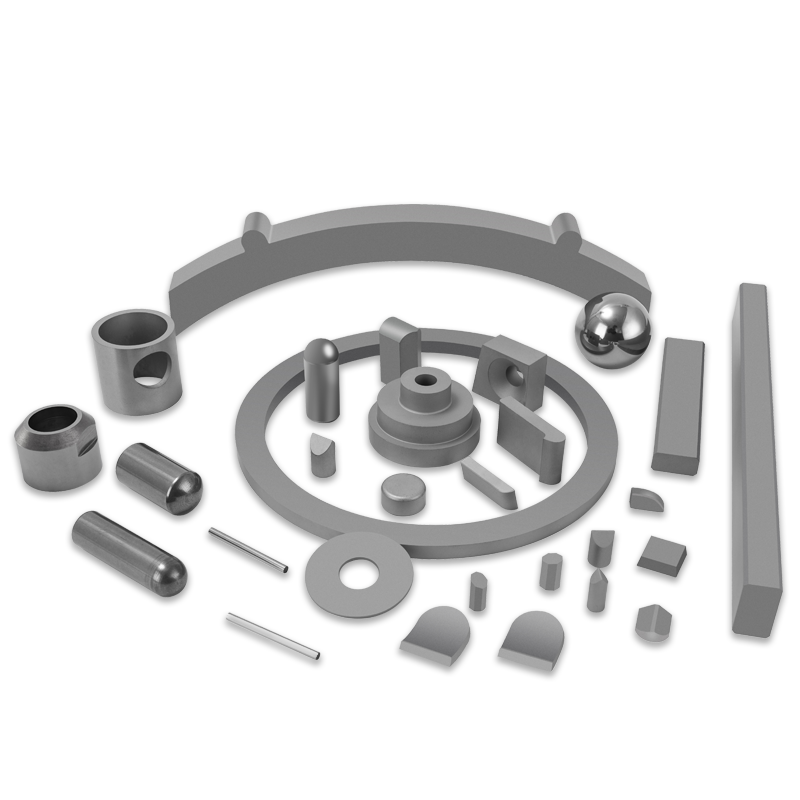
Les pointes et plaquettes en carbure de tungstène sont utilisées dans un large éventail d'industries, chacune avec des exigences spécifiques qui influencent la conception des outils et la sélection des matériaux.
- Mines et carrières à ciel ouvert : Les trépans bouton de grand diamètre et les trépans DTH sont utilisés pour le forage de trous de mine dans les opérations à ciel ouvert. Les diamètres de forage varient généralement de 89 mm à 311 mm et la durée de vie de l'outil est mesurée en mètres par foret, directement liée au coût de dynamitage par tonne.
- Extraction souterraine de roches dures : Les trépans en bouton et les trépans croisés de plus petit diamètre sont utilisés dans les forages de dérive, d'arrêt et de production. Les conditions souterraines ajoutent à la complexité : un accès limité, une ventilation restreinte et la nécessité de changements rapides de forets augmentent la valeur des outils en carbure plus durables.
- Construction civile et creusement de tunnels : Les forets en carbure sont utilisés pour l'installation de boulons d'ancrage, le forage pré-fendu et le carottage exploratoire devant les faces du tunnel. La fiabilité des outils est particulièrement importante dans ces applications où les temps d'arrêt inattendus des équipements affectent les calendriers des projets et la sécurité des travailleurs.
- Puits d’eau et forage géothermique : Les forets de marteau DTH avec inserts en carbure sont largement utilisés pour le forage de puits d'eau à travers des formations de roches dures. Ces applications exigent un débit de compteur élevé par bit et des performances fiables dans diverses formations sans changements de bits fréquents.
- Exploration pétrolière et gazière : Les trépans tricônes avec inserts en carbure de tungstène forent des formations dures et abrasives dans les puits de pétrole et de gaz. Dans ces applications, le coût des trépans est un facteur mineur par rapport au coût quotidien du temps de montage, ce qui rend la qualité des plaquettes en carbure et la durabilité des trépans primordiales.
Que rechercher lors de l'achat d'outils de forage de roche en carbure de tungstène
Le marché mondial des outils de perçage en carbure s'étend des fabricants européens et nord-américains haut de gamme à un large éventail de fournisseurs asiatiques. Les différences de prix sont importantes, mais le coût par mètre foré (et non le prix d'achat) est la mesure correcte pour évaluer la valeur de l'outillage.
Lors de l'évaluation des fournisseurs, demandez les spécifications de qualité de carbure certifiées, notamment la granulométrie, la teneur en cobalt, la dureté (HRA ou HV) et la résistance à la rupture transversale (TRS). Des fabricants réputés fournissent ces valeurs et peuvent recommander des qualités spécifiques pour votre formation. Demandez des données d’essais sur le terrain ou des références provenant d’opérations dans des conditions géologiques similaires. Un foret qui coûte 20 % de plus mais qui perce 50 % de mètres de plus par foret offre une valeur claire – mais vous avez besoin de données pour vérifier cette affirmation avant de vous engager auprès d'un fournisseur.
Pensez également au support après-vente : disponibilité des services ou des équipements de réaffûtage, délais de livraison des outils de remplacement et support technique pour le dépannage des modes de défaillance. Les opérations dans des sites éloignés bénéficient particulièrement de fournisseurs disposant de stocks régionaux et d'une logistique rapide, car les temps d'arrêt des forets en attente d'outillage peuvent coûter bien plus cher que toute économie sur le prix des trépans.
Nos produits //
Produits connexes



Si vous êtes intéressé par nos produits, veuillez nous consulter
