
FR
Inserts en carbure de tungstène pour tunneliers : ce qu'ils sont et pourquoi ils sont importants
Nouvelles de l'industrie-Le rôle des inserts en carbure de tungstène dans le forage de tunnels
Les inserts en carbure de tungstène pour tunneliers sont les principaux éléments de coupe responsables de la fracturation, du grattage et de la désagrégation des formations rocheuses et du sol au niveau du tunnel. Chaque mètre d'avancée dans un tunnel dans des conditions de sol dur ou mixte dépend de la capacité de ces plaquettes à conserver leur géométrie de coupe, à résister à l'usure abrasive et à absorber les énormes forces d'impact et de compression générées lorsqu'une tête de coupe rotative engage la roche en profondeur. Sans plaquettes en carbure correctement spécifiées et entretenues, les taux de pénétration chutent fortement, la consommation de fraises augmente et la rentabilité de l'ensemble du projet de tunnel se détériore rapidement.
Les inserts eux-mêmes sont des composants compacts – dont les dimensions critiques varient généralement de quelques millimètres à plusieurs centimètres – mais ils sont conçus avec un niveau de précision exceptionnellement élevé. La qualité du carbure de tungstène, la teneur en liant, la granulométrie, la géométrie de la plaquette et le système de montage par brasage ou par ajustement serré sont autant de variables que le fabricant de plaquette optimise pour l'application de coupe spécifique. Une spécification de plaquette en carbure qui fonctionne bien dans le calcaire s'usera prématurément ou se brisera dans le granit ou le quartzite, et vice versa. Comprendre pourquoi c'est le cas – et comment faire le bon choix de spécifications – est la connaissance pratique qui sépare l'achat efficace d'outils de tunnelier des essais et erreurs coûteux sur le terrain.
Qu'est-ce que le carbure de tungstène et pourquoi il est utilisé dans les outils de coupe TBM
Le carbure de tungstène (WC) est un composé chimique de tungstène et de carbone qui, sous sa forme frittée pure, est l'un des matériaux d'ingénierie les plus durs disponibles, juste derrière le diamant et le nitrure de bore cubique parmi les matériaux d'outils de coupe commercialement pratiques. Dans les produits en carbure cémenté utilisés pour les inserts des tunneliers, les grains de carbure de tungstène sont liés entre eux avec un liant métallique – presque universellement du cobalt (Co), bien que des liants de nickel et de nickel-chrome soient utilisés dans des qualités spécifiques résistantes à la corrosion – par un processus de métallurgie des poudres impliquant un pressage et un frittage en phase liquide à des températures supérieures à 1 300 °C.
Le résultat est un matériau composite dans lequel les grains durs WC offrent une dureté et une résistance à l'usure extrêmes, tandis que la matrice de liant cobalt offre ténacité et résistance à la rupture sous impact. L’idée essentielle est que la dureté et la ténacité existent en tension dans le carbure cémenté : l’augmentation de l’une se fait généralement au détriment de l’autre. Les qualités à faible teneur en cobalt et à granulométrie fine sont plus dures et plus résistantes à l'usure mais plus cassantes ; les qualités avec une teneur plus élevée en cobalt et une granulométrie plus grossière sont plus dures et plus résistantes aux chocs, mais s'usent plus rapidement dans des conditions abrasives. Choisir la bonne nuance pour une plaquette en carbure TBM signifie trouver la position optimale sur ce compromis dureté-ténacité pour le type de roche spécifique, l'abrasivité de la formation et le mécanisme de coupe impliqué.
Pour les applications TBM en particulier, le carbure cémenté surpasse toutes les alternatives pratiques. Les pointes en acier n'ont pas la dureté nécessaire pour résister à l'usure des roches abrasives à des taux de pénétration acceptables. Les céramiques offrent une dureté compétitive mais une ténacité insuffisante pour survivre aux charges d'impact au niveau de la face du tunnel. Les outils à pointe diamantée sont utilisés dans des applications spécifiques à forte valeur ajoutée, mais ne sont pas pratiques pour le volume d'éléments de coupe requis sur une tête de coupe TBM complète. La combinaison de dureté, de ténacité, de stabilité thermique et de fabricabilité à l'échelle industrielle du carbure cémenté en fait la solution standard pour les plaquettes de coupe de tunneliers pour roches dures et à sol mixte dans l'industrie mondiale des tunnels.
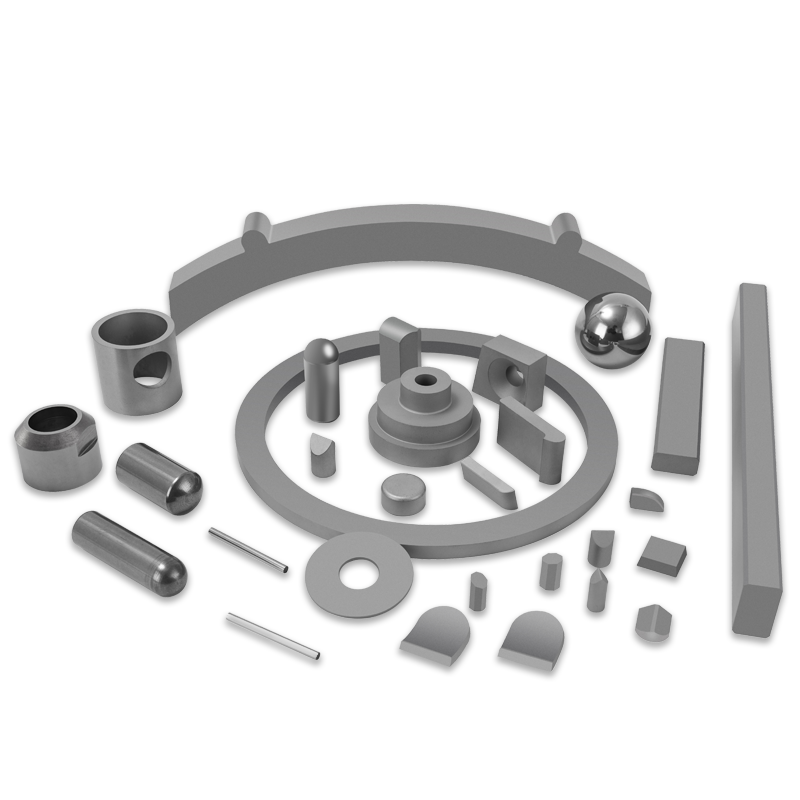
Types d'inserts en carbure TBM et leurs fonctions
Toutes les plaquettes en carbure de tungstène d'une tête de coupe TBM ne remplissent pas la même fonction. La tête de coupe est un assemblage complexe de différents types d'outils, chacun positionné pour effectuer une tâche spécifique dans le processus de bris de roche et d'enlèvement de matériaux. Comprendre les distinctions entre ces types de plaquettes est fondamental pour spécifier la nuance de carbure et la géométrie appropriées pour chaque position.
Inserts de coupe-disque
Les fraises à disque sont les principaux outils de coupe sur les tunneliers en roche dure. Un coupe-disque se compose d'un anneau en acier - le disque - monté sur un moyeu qui lui permet de tourner librement lorsque la tête de coupe tourne. Le bord du disque entre en contact avec la paroi rocheuse et génère des fractures de traction grâce à un mécanisme d'indentation par roulement plutôt que par coupe directe. Les inserts en carbure de tungstène dans les applications de coupe-disques sont généralement intégrés dans le bord de l'anneau du disque ou utilisés comme matériau de bord de contact dans les conceptions de disques composites. Ces inserts doivent résister à des contraintes de compression élevées au point de contact avec la roche, aux charges de fatigue dues à des cycles d'impact répétés et à l'usure abrasive causée par les minéraux durs, en particulier le quartz, dans la matrice rocheuse. Les qualités à teneur moyenne en cobalt (8 à 12 % de Co) et à granulométrie fine à moyenne sont généralement spécifiées pour les plaquettes de coupe à disque dans les applications de roches dures.
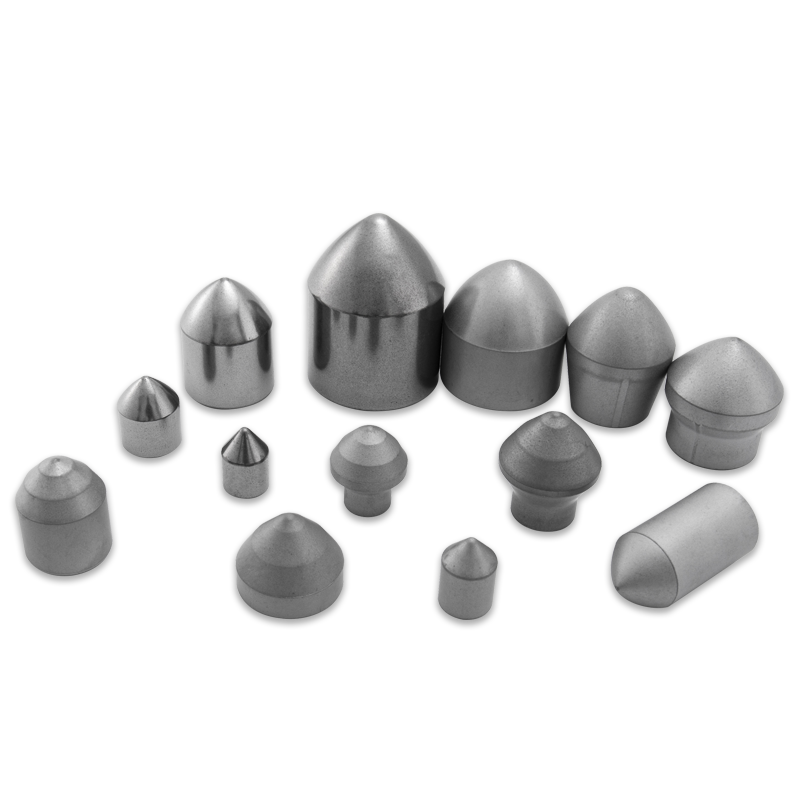
Inserts de boutons et de goujons pour les outils de déplacement
Dans des conditions de sols mous à moyennement durs et de faces mixtes, les tunneliers utilisent des outils de traînée (pics, grattoirs et fraises de jauge) équipés de boutons ou de goujons en carbure de tungstène qui engagent la formation dans une action de grattage ou de cisaillement. Les inserts de bouton sont des formes en carbure hémisphériques ou à profil balistique, ajustées à force dans le corps de l'outil en acier ; Les inserts de goujons sont des tiges cylindriques avec une pointe durcie, également ajustées ou brasées dans des sièges préparés. Ces plaquettes subissent des charges de compression inférieures à celles des plaquettes de coupe à disque, mais sont soumises à des forces de cisaillement latérales plus élevées et à un impact plus variable dû aux contacts mixtes roche-sol. Les nuances avec une teneur plus élevée en cobalt (12 à 16 % de Co) et une granulométrie plus grossière offrent la ténacité nécessaire pour résister à la rupture dans ces conditions de charge, au prix d'une certaine résistance à l'abrasion par rapport aux nuances plus dures à faible teneur en cobalt.
Inserts de jauge et de coupe-jauge
Des fraises de jauge sont positionnées sur le périmètre extérieur de la tête de coupe du tunnelier et coupent le profil du tunnel au diamètre requis. Ils subissent une combinaison de vitesses de coupe les plus élevées (car ils parcourent la plus grande distance circonférentielle par rotation) et de charges d'impact importantes dues aux irrégularités du profil et aux conditions de sol mixtes à la limite du tunnel. Les plaquettes de coupe de calibre sont soumises à certaines des conditions d'usure les plus sévères sur la tête de coupe, c'est pourquoi elles sont souvent spécifiées dans des nuances plus résistantes ou avec des dimensions de plaquette plus grandes qui fournissent plus de volume de carbure pour résister à l'usure avant que la plaquette ne doive être remplacée.
Inserts de roue à godets et de pointe de rayon
Sur les tunneliers EPB (Earth Pressure Balance) et à boue fonctionnant dans des conditions de sol meuble ou de face mixte, les rayons de la tête de coupe et les ouvertures des roues à godets sont équipés d'éléments d'usure à pointe en carbure qui protègent la structure en acier de l'usure abrasive lorsque le matériau détaché est aspiré dans la machine. Ces inserts de protection contre l'usure sont généralement spécifiés dans des qualités de haute ténacité qui résistent aux impacts des fragments de roche et des inclusions dures dans le flux de déblais, donnant la priorité à l'intégrité structurelle plutôt qu'à la netteté des arêtes de coupe.
Sélection des nuances de carbure par type de roche et abrasivité
Les conditions géologiques au front du tunnel sont le principal facteur déterminant dans la sélection de la nuance des plaquettes en carbure. L'abrasivité des roches — quantifiée par des tests standardisés tels que l'indice d'abrasivité Cerchar (CAI) et le test d'abrasimètre LCPC — prédit directement la vitesse à laquelle les inserts en carbure s'useront et la probabilité de fracture catastrophique sous charge d'impact. Faire correspondre la qualité de la plaquette à l'abrasivité de la roche est la décision la plus importante dans les spécifications des plaquettes en carbure TBM.
| Type de roche | Gamme CAI typique | Contenu Co recommandé | Taille des grains | Mécanisme d'usure primaire |
| Calcaire / Marbre | 0,1 à 0,5 | 10 à 14 % | Moyen | Faible abrasion ; impact des plans de fracture |
| Grès | 0,5 à 2,5 | 8 à 12 % | Fin à moyen | Abrasion modérée des grains de quartz |
| Granit | 2,0 à 4,5 | 6 à 10 % | Très bien | Forte abrasion ; fissuration par fatigue |
| Quartzite | 3,5 à 6,0 | 6 à 9 % | Ultrafin à fin | Forte abrasion ; micro-écaillage |
| Basalte / Dolérite | 1,5 à 3,5 | 8 à 12 % | Fin à moyen | Abrasion et impact des inclusions dures |
| Face mixte / Till glaciaire | Variable | 12 à 16 % | Moyen to coarse | Fracture par impact des pavés ; abrasion variable |
Le seuil CAI d'environ 2,0 est un point de décision pratique dans la sélection des nuances de carbure. En dessous de cette valeur, les qualités à plus forte teneur en cobalt et avec une granulométrie moyenne offrent un bon équilibre entre ténacité et résistance à l'usure. Au-dessus du CAI 2.0, le taux d'usure par abrasion des qualités à plus forte teneur en cobalt devient non rentable, et les spécifications devraient évoluer vers des qualités à plus faible teneur en cobalt et à grains plus fins qui maintiennent la dureté au prix d'une certaine ténacité. Dans les formations supérieures au CAI 4.0 (quartzite extrême et certains conglomérats abrasifs), même les qualités à grains fins et à faible teneur en cobalt s'usent rapidement, et la fréquence de remplacement des plaquettes devient un facteur de planification de projet plutôt qu'un coût évitable.
Géométrie d'insertion et son effet sur les performances de coupe
La géométrie d'une plaquette de tunnelier en carbure de tungstène (sa forme de profil, son angle de pointe et ses proportions dimensionnelles) détermine la manière dont elle s'engage dans la paroi rocheuse, comment elle répartit les contraintes dans le corps en carbure et comment ses performances évoluent à mesure que la plaquette s'use. L'optimisation de la géométrie est aussi importante que la sélection des nuances pour maximiser la durée de vie des plaquettes et l'efficacité de coupe.
Inserts de boutons hémisphériques
Le profil hémisphérique est la géométrie la plus courante pour les inserts de boutons d'outils de déplacement dans des sols mous à moyennement durs. La pointe arrondie répartit uniformément les contraintes de contact sur une grande surface, réduisant ainsi les concentrations de contraintes maximales qui provoqueraient une rupture dans un profil plus net. À mesure que l'hémisphère s'use, sa géométrie évolue progressivement : une hémisphère partiellement usée reste un profil de coupe fonctionnel, ce qui signifie que la plaquette continue de fonctionner sur une partie importante de son volume avant de devoir être remplacée. La principale limitation du profil hémisphérique dans la roche dure est qu'il nécessite des forces de pénétration plus élevées pour atteindre la même profondeur d'indentation par rapport aux profils plus pointus, ce qui réduit l'efficacité de coupe dans les formations où la force de pénétration est le facteur limitant.
Profils balistiques et coniques
Les inserts balistiques ont un profil de pointe en ogive – arrondi à la pointe mais passant à un corps plus cylindrique à un angle plus raide qu’un hémisphère. Cette géométrie concentre la contrainte de contact plus efficacement qu'un hémisphère, améliorant ainsi la pénétration dans des roches plus dures avec la même force appliquée, mais elle est plus susceptible de se fracturer si elle est impactée latéralement ou utilisée dans des formations comportant des inclusions dures. Les inserts coniques avec un angle de pointe défini étendent encore l'avantage en matière d'efficacité de pénétration, mais sont les profils standard les plus sujets aux fractures. Les plaquettes en carbure coniques et balistiques TBM sont généralement spécifiées pour les formations où l'efficacité de coupe est la priorité et où la charge d'impact est prévisible et gérable.
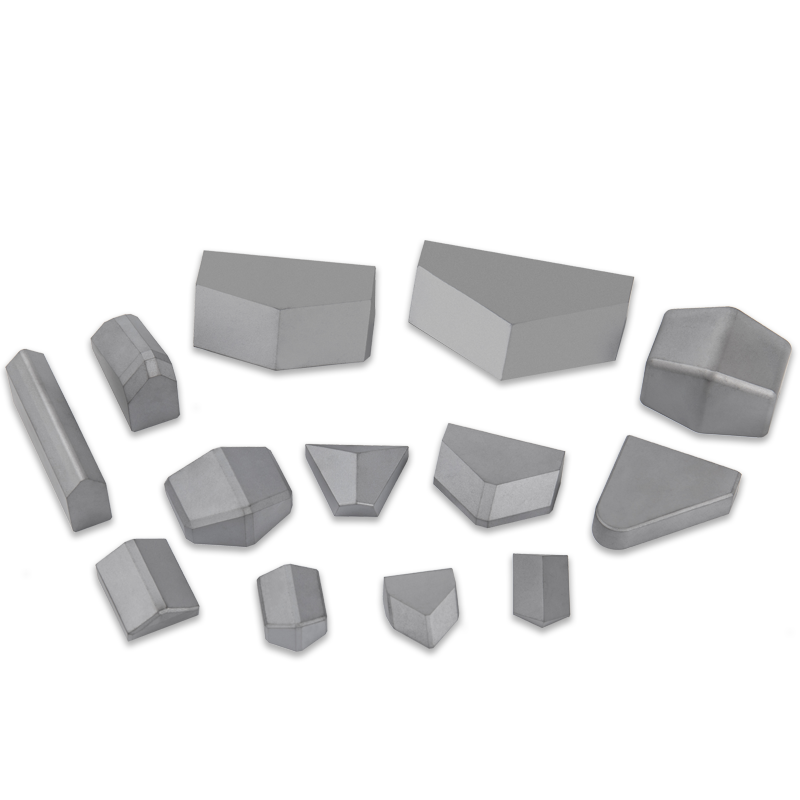
Profils de burin et de coin
Les inserts à profil burin présentent un bord de coupe linéaire plutôt qu'un contact ponctuel avec la paroi rocheuse. Cette géométrie est efficace pour le cisaillement et le grattage de formations molles à moyennes et est couramment utilisée dans les positions de coupe-jauge et de coupe-profil où une géométrie de coupe définie est nécessaire. Le bord du burin s'use rapidement jusqu'à s'aplatir dans des conditions abrasives, faisant passer le mécanisme de coupe du cisaillement au labourage — un changement de performance significatif qui augmente la force de coupe requise et génère plus de chaleur au niveau de la face de la plaquette. La surveillance de l'usure des plaquettes de burin et leur remplacement au niveau ou avant le seuil d'usure à plat sont donc plus critiques en termes de temps qu'avec les géométries de plaquettes de bouton.

Mécanismes d'usure et comment les reconnaître
L'identification du mécanisme d'usure spécifique affectant les plaquettes en carbure TBM sur le terrain est le point de départ pour diagnostiquer si les spécifications actuelles des plaquettes sont appropriées aux conditions du sol et si les interventions (changement de nuance, changement de géométrie, ajustement des paramètres de fonctionnement) sont susceptibles d'améliorer les performances. Les principaux modes d’usure sont d’apparence distincte et ont des causes profondes différentes.
- Usure abrasive (usure plate) : Élimination progressive du carbure de la surface de la pointe de la plaquette par les grains minéraux durs présents dans la roche, produisant une surface usée lisse, plate ou à facettes. Il s'agit du mode d'usure attendu dans les formations abrasives et indique que la plaquette consomme du volume de carbure à un rythme déterminé par l'abrasivité de la roche et la dureté de la nuance de carbure. Si le taux d'usure à plat est plus élevé que prévu, envisagez de passer à une qualité à plus faible teneur en cobalt et à grains plus fins, mais assurez-vous que la ténacité reste suffisante pour les conditions d'impact présentes.
- Écailles et microfractures : Fracture à petite échelle de la pointe en carbure, visible sous forme de cassures irrégulières des bords ou de texture de surface piquée. L'écaillage indique généralement que la nuance actuelle est trop dure et cassante pour les conditions d'impact présentes : le carbure se fracture avant que le liant puisse se déformer et absorber l'énergie d'impact. Ce mode d'usure est courant lorsqu'une nuance à faible teneur en cobalt spécifiée pour des conditions abrasives rencontre des inclusions dures ou des zones de fracture inattendues. La solution consiste généralement à augmenter la teneur en cobalt ou la taille des grains pour améliorer la ténacité.
- Fracture importante : Rupture catastrophique du corps de l'insert, perte d'une partie importante ou de la totalité de l'insert au-dessus de la tige de montage. Ce mode de défaillance indique une surcharge grave, généralement due à un impact avec des rochers d'une dureté inattendue, à des changements soudains dans la résistance de la formation ou à un montage incorrect de l'insert qui crée des concentrations de contraintes à la base de l'insert. Une fracture importante détruit immédiatement la plaquette et peut endommager le corps de l'outil, ce qui en fait un mode de défaillance coûteux à éviter.
- Fissuration thermique : Un réseau de fissures superficielles rayonnant à partir de la pointe de la plaquette, parfois appelé « contrôle thermique ». Cela se produit lorsque la chaleur de friction au niveau de la face de coupe provoque un cycle thermique rapide qui dépasse la résistance à la fatigue thermique du carbure. Les fissures thermiques sont plus fréquentes dans des conditions de coupe à sec (indiquant un apport d'eau de refroidissement inadéquat à la face de l'outil) ou lorsque le taux de pénétration est très élevé, générant une chaleur de friction soutenue. L'amélioration de l'approvisionnement en eau de refroidissement et la révision des paramètres de coupe sont les principales réponses à la fissuration thermique.
- Lixiviation du liant cobalt : Dans les eaux souterraines acides ou les fluides interstitiels chimiquement agressifs, le liant de cobalt dans la matrice de carbure peut être dissous de manière sélective, laissant un squelette de carbure affaibli qui est très susceptible de se fracturer. Ce mode de défaillance est identifiable par une texture de surface poreuse et grise sur l'insert et est confirmé par l'analyse chimique de la nappe phréatique. Les qualités de nickel ou de carbure lié au nickel-chrome offrent une résistance à la corrosion nettement meilleure dans des conditions acides et doivent être spécifiées lorsque la lixiviation du liant constitue un risque connu ou suspecté.
Pratiques d'installation, d'inspection et de remplacement
Les performances des plaquettes en carbure de tungstène en service sont considérablement affectées par la qualité de l'installation, la fréquence et la rigueur des inspections lors du creusement du tunnel, ainsi que par les critères utilisés pour déclencher le remplacement. Une mauvaise pratique dans l’un de ces domaines réduit la durée de vie des plaquettes et augmente les coûts d’outillage au mètre, quelle que soit la précision de la spécification de la nuance de carbure.
Exigences d'installation
Les inserts de bouton à ajustement serré doivent être installés avec un ajustement serré correct entre la tige de l'insert et le siège préparé dans le corps de l'outil. Une interférence trop faible permet à la plaquette de tourner ou de se desserrer sous l'effet des forces de coupe, accélérant ainsi l'usure et conduisant finalement à la perte de la plaquette ; une interférence trop importante génère une contrainte de traction dans la tige en carbure lors de l'installation, ce qui peut provoquer des fissures qui se propagent jusqu'à la fracture en service. Les fabricants spécifient l'ajustement serré requis pour chaque combinaison de diamètre d'insert et de matériau du corps — ces spécifications doivent être suivies avec précision, les dimensions du siège étant vérifiées par mesure de jauge avant l'installation. Les inserts brasés nécessitent une sélection correcte de l'alliage de brasage, une application de flux et un contrôle de l'épaisseur du joint de brasage pour obtenir la force de liaison nécessaire pour résister aux forces de coupe sans fissurer le carbure adjacent à l'interface de brasage.
Protocoles d'inspection en service
Les intervalles d'inspection des têtes de coupe du tunnelier varient en fonction des conditions du sol et des exigences du projet, mais ont généralement lieu tous les 300 à 600 mètres d'avancement dans les sols moyennement durs et plus fréquemment dans les formations très abrasives. Lors de chaque inspection, chaque position de plaquette doit être examinée visuellement pour les modes d'usure décrits ci-dessus, et la profondeur d'usure de la plaquette doit être mesurée à des positions représentatives à l'aide d'une jauge de profondeur. Insérer des cartes d'usure — enregistrant l'usure à chaque position de la tête de coupe au cours d'intervalles d'inspection successifs — permet d'identifier les positions présentant des taux d'usure anormalement élevés qui peuvent indiquer des changements de formation localisés, des problèmes d'alimentation en eau de refroidissement ou un déséquilibre de rotation de la tête de coupe nécessitant une enquête.
Critères de remplacement
Les plaquettes doivent être remplacées avant qu'elles ne s'usent au point où le corps de l'outil en acier commence à entrer en contact avec la paroi rocheuse. À ce stade, le corps de l'outil s'use rapidement et le coût de remplacement du corps de l'outil dépasse de loin les économies réalisées grâce à l'optimisation du temps de fonctionnement des plaquettes. Les critères de remplacement typiques pour les inserts de bouton spécifient un diamètre d'usure plat maximum de 60 à 70 % du diamètre d'origine de l'insert, au-delà duquel le taux d'usure s'accélère de manière non linéaire et le risque de fracture importante augmente considérablement. Pour les fraises à disque, l'usure des bagues est surveillée en mesurant la réduction du diamètre de la bague par rapport aux spécifications d'origine, le remplacement étant généralement déclenché à une limite d'usure de 5 à 10 mm de réduction du diamètre en fonction de la conception de la bague.
Facteurs clés lors de l'approvisionnement en plaquettes en carbure TBM
L’achat d’inserts en carbure de tungstène pour tunneliers implique des considérations techniques, commerciales et logistiques spécifiques à l’environnement de la construction souterraine. Les conséquences d'une spécification d'un mauvais produit ou d'une rupture de stock en cours de route sont suffisamment graves pour rendre la décision d'approvisionnement beaucoup plus conséquente que pour la plupart des achats de consommables industriels.
- Demandez des certifications de matériaux et des fiches techniques de qualité. Tout fournisseur réputé d'inserts en carbure doit fournir des certificats d'essai de matériaux confirmant la dureté (HRA ou HV30), la résistance à la rupture transversale, la densité et la teneur en cobalt pour chaque lot de production. Vérifiez que la qualité fournie correspond aux spécifications et que la cohérence d'un lot à l'autre est maintenue — la variation de qualité entre les lots est un problème de qualité connu chez certains fabricants opérant au niveau des produits de base du marché.
- Confirmez les tolérances dimensionnelles par rapport aux spécifications de votre corps d'outil. Les tolérances de diamètre de tige d'insert pour les applications d'ajustement par pression sont généralement spécifiées dans la plage de ±0,01 à 0,02 mm. Demandez des rapports d'inspection dimensionnelle confirmant que les inserts fournis respectent la bande de tolérance spécifiée : les inserts hors tolérance ne peuvent pas être détectés visuellement et entraîneront des problèmes d'installation ou une panne prématurée en service.
- Maintenir un stock de sécurité adéquat pour la durée du projet. Les entraînements TBM dans des sols abrasifs consomment rapidement des plaquettes – des taux de consommation de plusieurs centaines de plaquettes par semaine ne sont pas inhabituels dans les entraînements en granit ou en quartzite hautement abrasifs. Établir une prévision de consommation basée sur l'abrasivité de la formation attendue, les taux de pénétration prévus, la conception de la tête de coupe et la taille du stock de sécurité pour couvrir au moins quatre à six semaines de consommation prévue sur le site du projet. Les perturbations de la chaîne d'approvisionnement lors d'une opération active de tunnelier ont un impact direct et immédiat sur le calendrier du projet.
- Considérez le coût total de possession plutôt que le prix unitaire. Une plaquette en carbure qui coûte 20 % de plus mais dure 50 % plus longtemps dans une formation donnée réduit le coût de l'outillage par mètre d'avance d'environ 25 % tout en réduisant également le coût de la main d'œuvre pour les interventions d'inspection et de remplacement. L'évaluation des fournisseurs d'inserts sur la base des données de performance du coût par mètre provenant de projets comparables plutôt que sur le seul prix unitaire produit systématiquement de meilleurs résultats de projet et constitue l'approche utilisée par les entrepreneurs expérimentés en TBM à l'échelle mondiale.
- Faites appel au support technique des fournisseurs pour les formations nouvelles ou stimulantes. Lorsque la géologie du projet comprend des formations en dehors des catégories standard de roches dures ou de sols mous (roches très fracturées, eaux souterraines chimiquement agressives, abrasivité extrême ou face mixte avec de gros rochers), travaillez avec l'équipe technique du fournisseur d'inserts pour développer et valider les spécifications de l'insert avant le début du forage. Le coût d'un examen technique avant-projet est négligeable par rapport au coût de la découverte d'une spécification inadéquate en raison d'une défaillance prématurée de l'insert lors d'un entraînement en direct.
Nos produits //
Produits connexes



Si vous êtes intéressé par nos produits, veuillez nous consulter
