
FR
Outils de fraisage routier en carbure de tungstène : ce qu'ils sont, comment ils fonctionnent et comment en tirer le meilleur parti
Nouvelles de l'industrie-Que sont les outils de fraisage routier en carbure de tungstène et pourquoi ils sont importants
Les outils de fraisage routier en carbure de tungstène - également communément appelés pics de fraisage en carbure, mèches de raboteuse routière, dents de fraisage à froid ou fraises à chaussée - sont les éléments de coupe individuels montés sur le tambour rotatif d'une fraiseuse à froid. Lorsqu'une fraiseuse routière passe sur une surface de chaussée en asphalte ou en béton, ce sont ces petits outils à pointe de carbure extraordinairement durs qui effectuent le véritable travail de rupture, de coupe et d'enlèvement du matériau de la chaussée. Chaque outil est un composant conçu avec précision composé d'un corps en acier, d'un support ou d'un bloc en acier trempé et d'une pointe en carbure de tungstène brasée ou ajustée à la presse sur l'extrémité coupante. La pointe en carbure de tungstène constitue l'aspect commercial de l'outil : elle entre directement en contact avec la chaussée et doit résister aux contraintes combinées d'impact, d'abrasion, de compression et de chaleur générées lors du fraisage à des vitesses de rotation du tambour pouvant dépasser 100 tours par minute.
La raison pour laquelle le carbure de tungstène est le matériau de choix pour les pointes des outils de fraisage routier est son extraordinaire combinaison de dureté et de résistance à l'usure. Avec un indice de dureté d'environ 9,5 sur l'échelle de Mohs – juste derrière le diamant – et une résistance à la compression qui dépasse de loin celle de l'acier rapide ou d'autres matériaux d'outils, le carbure de tungstène conserve sa géométrie de coupe bien plus longtemps que les matériaux alternatifs lorsqu'il est soumis aux conditions abrasives extrêmes du fraisage de chaussée. Cela se traduit directement par une fréquence de remplacement d'outil plus faible, une réduction des temps d'arrêt de la machine, une meilleure cohérence de la qualité de coupe tout au long de la durée de vie de l'outil et, en fin de compte, un coût total inférieur par mètre carré de surface fraisée. Dans les opérations de réhabilitation des routes et d'entretien des chaussées où la consommation d'outils est l'un des coûts d'exploitation variables les plus importants, la qualité et les spécifications des outils de fraisage en carbure de tungstène ont un impact mesurable sur la rentabilité du projet.
L'anatomie d'un pic de fraisage en carbure de tungstène
Comprendre la structure d'un outil de fraisage routier en carbure permet d'expliquer pourquoi différentes conceptions fonctionnent différemment dans diverses conditions de chaussée et pourquoi il est si important de faire correspondre les spécifications de l'outil à l'application pour obtenir des performances et une durée de vie optimales.
La pointe en carbure de tungstène
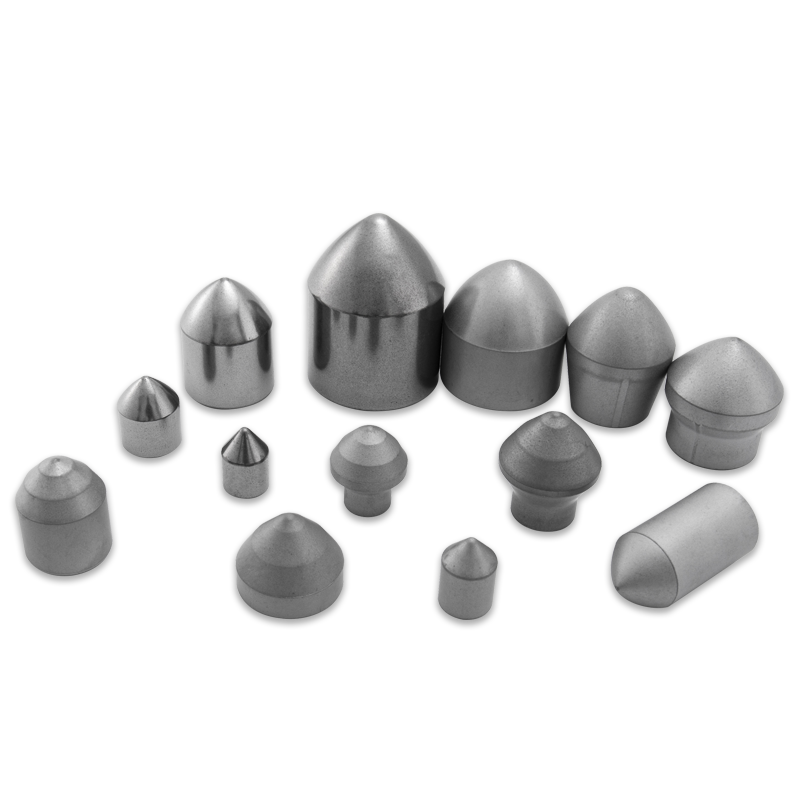
La pointe en carbure est l'élément le plus techniquement critique d'un outil de fraisage routier. Il est fabriqué à partir de carbure de tungstène cémenté, un matériau composite produit par frittage de poudre de carbure de tungstène avec un liant métallique, le plus souvent du cobalt, à des températures et des pressions très élevées. Les propriétés de la pointe en carbure finie sont déterminées par la granulométrie de la poudre de carbure de tungstène, la teneur en liant cobalt et les conditions de frittage. Les nuances de carbure à grains fins avec une faible teneur en cobalt (6 à 8 %) offrent une dureté et une résistance à l'usure maximales, ce qui les rend adaptées aux applications à forte abrasion telles que le fraisage de granulats durs ou de chaussées en béton. Les qualités de grains plus grossiers avec une teneur plus élevée en cobalt (10 à 12 %) sacrifient une certaine dureté pour améliorer la ténacité et la résistance aux chocs, ce qui les rend plus appropriées pour les applications de fraisage impliquant des charges d'impact, comme le travail sur une chaussée fortement fissurée ou irrégulière où l'outil est soumis à de forts impacts intermittents. La géométrie de la pointe (son angle de cône, son rayon et sa forme générale) influence l'efficacité avec laquelle elle pénètre dans la chaussée et la manière dont les forces de coupe sont réparties dans le corps de l'outil pendant le fraisage.
Le corps et la tige de l'outil
Le corps de l'outil en acier transmet les forces de coupe de la pointe en carbure au porte-outil et à l'ensemble tambour. Il est généralement fabriqué à partir d'acier allié à teneur moyenne en carbone qui est traité thermiquement pour fournir une combinaison soigneusement équilibrée de dureté de surface (pour résister à l'usure abrasive du matériau de chaussée s'écoulant devant le corps pendant la coupe) et de ténacité du noyau pour absorber les charges d'impact sans se fracturer. Le diamètre de la tige est une dimension normalisée qui doit correspondre à l'alésage du porte-outil dans lequel elle est insérée. Le diamètre de tige le plus courant pour les outils de fraisage routier est de 22 mm, bien que des tiges de 25 mm et 30 mm soient utilisées sur les machines lourdes et les configurations de tambour spécifiques. Un anneau de rechargement dur de protection contre l'usure est souvent appliqué autour de la base de la pointe en carbure sur les modèles d'outils haut de gamme pour protéger le corps en acier dans la zone à forte usure immédiatement derrière la pointe, prolongeant ainsi la durée de vie du corps et réduisant la fréquence à laquelle l'ensemble de l'outil doit être remplacé même lorsque la pointe en carbure est encore utilisable.
Le système de porte-outils et de blocs
Les outils de fraisage routier ne sont pas soudés directement au tambour. Ils sont insérés dans des porte-outils – également appelés porte-blocs ou blocs de base – qui sont soudés à la surface du tambour selon un motif spécifique. Le porte-outil remplit deux fonctions essentielles : il assure le positionnement angulaire précis de l'outil par rapport à la surface du tambour qui détermine la géométrie de coupe et le flux de matière, et il permet un remplacement rapide de l'outil sur le terrain sans avoir besoin de souder ou d'usiner le tambour lui-même. L'interface outil-support utilise un système de rétention à ressort - généralement un anneau élastique ou un clip à ressort autour de la tige de l'outil - qui maintient l'outil en toute sécurité pendant le fonctionnement tout en permettant de l'extraire avec un poinçon de dérive et de le remplacer en quelques secondes lorsqu'il est usé. Le corps du porte-outil lui-même est un élément d'usure qui doit également être surveillé et remplacé périodiquement, car une usure excessive du porte-outil provoque un désalignement de l'outil qui accélère l'endommagement des pointes en carbure et réduit la qualité du fraisage.
Comment les outils de fraisage en carbure sont disposés sur le tambour et pourquoi c'est important
Le modèle dans lequel outils de fraisage routier en carbure de tungstène sont montés sur le tambour - leur espacement, leur orientation angulaire et la configuration des rangées - sont aussi importants que les outils eux-mêmes pour déterminer les performances de fraisage. La configuration du tambour est conçue pour équilibrer plusieurs exigences concurrentes : efficacité de coupe, qualité de la texture de la surface, flux de matière à travers le boîtier du tambour, caractéristiques de vibration et répartition de la charge de coupe entre les outils individuels.
Les outils sont disposés en rangées hélicoïdales autour de la circonférence du tambour, l'angle d'hélice et l'espacement outil à outil dans chaque rangée déterminant le motif de coupe laissé dans la surface fraisée. Un espacement plus fin des outils (plus d'outils par unité de largeur du tambour) produit une texture de surface fraisée plus lisse avec des crêtes plus petites entre les coupes individuelles des outils, ce qui est important lorsque la surface fraisée doit être utilisée comme surface de roulement temporaire avant le repavage, ou lorsque la régularité de la surface est essentielle pour l'adhésion ultérieure de la couche de pavage. Un espacement plus large des outils produit une texture plus grossière qui génère un enlèvement de matière plus agressif par outil et réduit la puissance requise par unité de surface, ce qui peut être avantageux dans les opérations de fraisage profond où la productivité est prioritaire sur la qualité de la finition de surface.
L'orientation angulaire de chaque porte-outil sur le tambour — à la fois l'angle radial (à quel point l'outil s'incline vers l'avant dans le sens de rotation) et l'angle latéral (l'inclinaison latérale de l'axe de l'outil par rapport à l'axe du tambour) — contrôle la façon dont la pointe en carbure engage le revêtement, la façon dont les forces de coupe sont réparties et la façon dont le matériau fraisé est dirigé vers le système de convoyeur. La précision dans l'ingénierie de configuration des tambours est l'un des principaux différenciateurs entre les fraiseuses hautes performances des principaux fabricants et les alternatives de qualité inférieure qui peuvent atteindre des taux d'enlèvement de matière acceptables mais produisent une texture de surface inférieure, des taux d'usure des outils plus élevés et des vibrations de la machine plus importantes.
Types d'outils de fraisage routier en carbure de tungstène et leurs applications spécifiques
Le marché des outils de fraisage routier propose plusieurs types d'outils distincts optimisés pour différents matériaux de chaussée, profondeurs de fraisage, tailles de machines et priorités de performances. La sélection du type d'outil approprié pour une application spécifique est l'une des décisions les plus importantes en matière de gestion des coûts et de la productivité des outils de fraisage.
| Type d'outil | Géométrie de la pointe en carbure | Meilleure application | Avantage clé |
| Pic conique standard | Cône pointu, rayon de pointe moyen | Fraisage général d'asphalte, enlèvement de couches de roulement | Polyvalent, rentable, largement disponible |
| Pointe balistique | Profil balistique arrondi, rayon de pointe plus grand | Asphalte à granulats durs, matériaux de chaussée abrasifs | Résistance supérieure à l’usure dans des conditions très abrasives |
| Pic à face plate ou burin | Visage plat ou légèrement incurvé | Fraisage fin, profilage de surface, découpe de bandes rugueuses | Produit une texture de surface plus lisse, un contrôle précis de la profondeur |
| Pic à béton | Pointe très épaisse, corps renforcé | Enlèvement de la chaussée en béton de ciment Portland | Résistance aux chocs élevée pour le comportement à la rupture fragile du béton |
| Catégorie économique/standard | Géométrie standard, nuance de carbure inférieure | Asphalte à faible abrasion, durées de chantier courtes | Coût initial réduit lorsque la durée de vie de l’outil n’est pas le principal facteur |
| Qualité premium/durée de vie prolongée | Géométrie optimisée, carbure de haute qualité, corps renforcé | Fraisage à haute production, revêtement abrasif ou variable | Durée de vie maximale de l'outil, coût par mètre carré le plus bas sur l'ensemble du projet |
Facteurs qui déterminent la durée de vie des fraises en carbure sur le terrain
La durée de vie de l'outil est la mesure qui détermine le plus directement les aspects économiques d'exploitation d'un projet de fraisage routier. Le nombre de mètres carrés de chaussée pouvant être fraisés par ensemble d'outils varie énormément – de quelques milliers de mètres carrés dans les conditions les plus exigeantes à des dizaines de milliers de mètres carrés dans des conditions favorables – et comprendre les variables qui déterminent cette variation aide les opérateurs et les chefs de projet à prendre de meilleures décisions concernant la sélection des outils, les paramètres des machines et les pratiques d'exploitation.

Dureté du matériau de la chaussée et type d'agrégat
Le facteur le plus influent sur la durée de vie des outils de fraisage en carbure est la dureté et l’abrasivité du matériau de chaussée à couper. Les revêtements d'asphalte contenant des agrégats ignés durs tels que le quartzite, le granit ou le basalte sont nettement plus abrasifs que ceux utilisant des agrégats de calcaire ou de grès plus tendres, et les taux d'usure des outils peuvent être deux à quatre fois plus élevés dans les mêmes conditions de fraisage. Le béton armé est le matériau le plus exigeant : la combinaison de granulats durs, de pâte de ciment et d'armatures en acier crée une usure extrême et des charges d'impact qui limitent la durée de vie de l'outil à une petite fraction de ce qui est réalisable dans l'asphalte. Comprendre la géologie globale de la chaussée en cours de fraisage avant le début des travaux est un élément important pour une prévision réaliste de la consommation d'outils.
Profondeur de fraisage et paramètres de fonctionnement de la machine
Des coupes de fraisage plus profondes augmentent la charge par outil, la chaleur générée à l'interface de coupe et le volume de matériau que chaque outil doit traiter par unité de temps, ce qui accélère l'usure. Faire fonctionner la fraiseuse à des vitesses d'avancement supérieures à celles appropriées à la profondeur de fraisage et à la dureté de la chaussée augmente la charge de copeaux sur chaque outil et peut provoquer une fracture de la pointe en carbure plutôt qu'une usure abrasive progressive - un mode de défaillance beaucoup plus destructeur. La vitesse de rotation du tambour est également importante : faire fonctionner le tambour plus rapidement que nécessaire pour le matériau augmente la fréquence d'impact sans améliorer la productivité et élève la température de la pointe, ce qui réduit la dureté du carbure et accélère l'usure. L'optimisation de la combinaison de la vitesse d'avancement, de la profondeur de fraisage et de la vitesse de rotation du tambour pour le matériau de chaussée spécifique est l'un des leviers les plus efficaces pour prolonger la durée de vie des outils sans compromettre les taux de production.
Performances du système de pulvérisation d’eau
Les fraiseuses routières sont équipées d'un système de pulvérisation d'eau qui dirige l'eau sur le tambour et les outils pendant le fonctionnement. Ce système remplit deux fonctions essentielles : refroidir les pointes en carbure pour éviter la perte de dureté et les fissures thermiques liées à la chaleur, et supprimer le nuage de poussière généré par le processus de fraisage. Un système de pulvérisation d'eau fonctionnant correctement avec un débit adéquat et un positionnement correct de la buse ciblant chaque rangée d'outils peut prolonger la durée de vie des outils en carbure de 20 à 40 % par rapport à un fonctionnement sans eau ou avec un système de pulvérisation mal entretenu. Les buses de pulvérisation bloquées ou mal alignées sont une cause courante et facilement négligée d'usure prématurée des outils, et la vérification du système de pulvérisation au début de chaque quart de travail devrait faire partie intégrante de la configuration de la machine.
Surveillance de la rotation et de l'usure des outils
Les pics de fraisage en carbure de tungstène sont conçus pour tourner librement dans leurs supports pendant le fonctionnement, répartissant l'usure uniformément autour de la circonférence de la pointe en carbure. Un outil qui ne peut pas tourner — parce que son alésage de support est usé, contaminé par des débris ou que la tige de l'outil est corrodée — s'use de manière asymétrique, développant un point plat sur un côté de la pointe qui réduit considérablement son efficacité de coupe et sa durée de vie. L'inspection régulière de la rotation des outils pendant le fonctionnement, la lubrification des queues d'outils lors du remplacement et le remplacement des supports usés avant qu'ils ne provoquent une restriction de rotation de l'outil sont des pratiques essentielles pour maximiser le retour sur investissement dans les qualités d'outils en carbure haut de gamme.
Comment inspecter, remplacer et gérer les outils de fraisage en carbure de tungstène sur le chantier
Une gestion efficace des outils sur le terrain nécessite une approche systématique de l'inspection, de la planification des remplacements et de la tenue de registres qui va au-delà du simple remplacement des outils lorsqu'ils sont visiblement défaillants. Un programme proactif de gestion des outils réduit les temps d'arrêt imprévus, améliore la cohérence de la qualité des surfaces et réduit le coût total des outils par projet en détectant les modèles d'usure le plus tôt possible et en s'attaquant à leurs causes profondes avant qu'elles ne s'aggravent.
- Établissez un intervalle d’inspection régulier : Inspectez le tambour plein à un intervalle défini (généralement toutes les 2 à 4 heures d'opération de fraisage en fonction des conditions) plutôt que d'attendre l'apparition de problèmes visibles. L’usure précoce des outils est beaucoup plus facile et moins coûteuse à gérer qu’une défaillance catastrophique de l’outil qui endommage les supports et les composants du tambour. Utilisez une lampe de poche et un miroir pour inspecter le dessous du tambour lorsqu'il est à l'arrêt avec la machine arrêtée et verrouillée en toute sécurité.
- Remplacez les outils en groupes plutôt qu'individuellement : Lorsque plusieurs outils d'une rangée ou d'une section présentent une usure importante, remplacez l'ensemble du groupe plutôt que seulement les outils individuels les plus usés. Les ensembles d'outils à usure mixte créent une répartition inégale de la charge sur le tambour, surchargeant les outils les plus récents adjacents à ceux très usés et accélérant à leur tour leur usure. Le remplacement des outils par groupes systématiques maintient un profil d'usure cohérent sur l'ensemble du tambour.
- Inspectez les supports à chaque changement d'outil : Mesurez le diamètre d'alésage du support avec une jauge ou vérifiez l'usure ovale visible, les fissures ou la décoloration due à la chaleur chaque fois qu'un outil est retiré. Un alésage de support trop usé (généralement plus de 0,5 mm au-dessus du diamètre d'alésage nominal) ne retiendra pas correctement la nouvelle tige de l'outil, empêchant ainsi la rotation de l'outil et provoquant une usure prématurée de l'outil de remplacement. Remplacez immédiatement les supports usés plutôt que de les réutiliser.
- Enregistrer la consommation d'outils par position du tambour : Le suivi des positions sur le tambour qui consomment les outils le plus rapidement révèle des schémas d'usure systématiques qui indiquent des problèmes opérationnels spécifiques : couverture de pulvérisation d'eau inadéquate sur certaines rangées, désalignement du support dans une section du tambour ou conditions de chaussée particulièrement agressives dans des zones spécifiques de la coupe. Ces données sont inestimables pour diagnostiquer et corriger les problèmes d’usure à l’origine plutôt que pour simplement remplacer les outils de manière réactive.
- Utilisez les outils d'extraction et d'installation appropriés : L'utilisation de poinçons à dérive et d'outils d'installation improvisés ou incorrects pour retirer et placer les pics de fraisage endommage les tiges d'outils, les alésages de support et les clips à ressort de rétention, provoquant des problèmes d'ajustement qui affectent à la fois la sécurité de rétention de l'outil et les performances de rotation. Utilisez toujours les outils d'extraction et d'installation spécifiés par le fabricant et formez tout le personnel sur le terrain à la procédure correcte avant de lui permettre d'effectuer la maintenance du tambour.
- Stockez correctement les outils et supports de rechange : Le carbure de tungstène est fragile et peut s'écailler ou se fissurer si les outils sont jetés sans serrer dans un bac de stockage métallique où ils entrent en collision pendant le transport. Stockez les outils de rechange dans des plateaux divisés ou des supports de type tube qui empêchent tout contact entre les pointes individuelles en carbure. Gardez le stockage au sec pour éviter la corrosion de la tige qui altère la rotation et rend difficile l'extraction future de l'outil.
Outils de fraisage en carbure OEM et pièces de rechange : comment évaluer la différence de coût réel
L'une des décisions d'achat les plus fréquentes auxquelles sont confrontés les entrepreneurs en fraisage routier est de savoir s'ils doivent utiliser des outils de fraisage en carbure de tungstène du fabricant d'équipement d'origine (OEM) ou des alternatives de rechange provenant de fournisseurs tiers. La différence de prix entre les fraises routières en carbure OEM et celles du marché secondaire peut être substantielle - les outils du marché secondaire sont souvent 30 à 60 % moins chers par unité que leurs équivalents OEM - mais la comparaison pertinente n'est pas le prix unitaire mais le coût par mètre carré de chaussée fraisée, qui dépend de la durée de vie de l'outil, du taux de défaillance et des coûts en aval liés aux dommages au support ou aux problèmes de qualité de surface.
Les outils de fraisage en carbure OEM haut de gamme de fabricants tels que Wirtgen, Kennametal, Element Six et Betek sont conçus et testés spécifiquement pour les configurations de tambour et les conditions de fonctionnement des machines avec lesquelles ils sont fournis. Ils utilisent des nuances de carbure spécifiées avec précision, des géométries de pointe optimisées et un traitement thermique contrôlé du corps de l'outil qui sont validés pour atteindre des objectifs de durée de vie d'outil définis dans des conditions spécifiées. Les tolérances de nuance de carbure et de géométrie des pointes des outils OEM haut de gamme sont soumises à des spécifications plus strictes que de nombreuses alternatives moins coûteuses du marché secondaire, et cette cohérence se reflète dans une durée de vie de l'outil plus prévisible et des taux de défaillance en service plus faibles.
Les fournisseurs d'outils de fraisage en carbure de rechange réputés qui investissent dans le contrôle qualité métallurgique, utilisent des nuances de carbure équivalentes et fabriquent selon des tolérances dimensionnelles compatibles avec les systèmes de porte-cibles peuvent offrir une véritable valeur. Le risque réside dans des outils de rechange de moindre qualité qui utilisent des qualités de carbure inférieures avec une structure de grain plus grossière et une teneur en cobalt incohérente, un brasage mal contrôlé de la pointe au corps qui entraîne une perte prématurée de la pointe, ou des tolérances dimensionnelles qui entraînent un mauvais ajustement dans le support et une rotation restreinte de l'outil. L'évaluation des outils du marché secondaire nécessite d'effectuer des essais contrôlés sur le terrain qui comparent le coût total par mètre carré (en tenant compte du taux de consommation des outils, de l'usure des supports et de tout problème de qualité) plutôt que de simplement comparer le prix d'achat par outil. Un outil qui coûte 40 % moins cher mais s'use deux fois plus vite ne permet aucune économie et peut entraîner des coûts supplémentaires en raison de l'usure accrue du support et des temps d'arrêt du tambour.
Adaptation des spécifications des outils en carbure aux applications courantes de fraisage routier
Différentes applications de fraisage routier imposent des exigences fondamentalement différentes aux outils de fraisage en carbure de tungstène, et l'utilisation d'un outil à usage général pour toutes les applications est rarement l'approche la plus rentable. L'alignement des spécifications des outils sur le type d'application est un moyen simple d'améliorer la rentabilité des outils sans modifier le volume d'achat ni négocier de meilleurs prix.
- Suppression de couches de roulement (profondeur de 0 à 40 mm) sur les routes urbaines : Il s’agit de l’application la plus répandue pour les entrepreneurs en fraisage routier et implique une coupe relativement superficielle d’asphalte standard à des vitesses de machine modérées. Les pics coniques standard en carbure de qualité moyenne sont le choix approprié. La priorité est une durée de vie constante de l'outil et une qualité de surface plutôt qu'une résistance extrême à l'usure, et les nuances standard offrent généralement le meilleur coût au mètre carré dans ces conditions prévisibles.
- Fraisage en profondeur et récupération en profondeur (40 à 300 mm) : Les opérations de fraisage en profondeur soumettent les outils à des charges et des températures nettement plus élevées que le fraisage superficiel, et les gros morceaux de matériau fraisés générés en profondeur créent une charge d'impact plus importante sur les outils individuels. Les pics en carbure de première qualité avec corps renforcés et teneur plus élevée en cobalt pour une meilleure résistance aux chocs sont ici le meilleur choix, même si le coût unitaire est plus élevé, car la ténacité améliorée sous de fortes charges d'impact empêche les fractures de pointe qui rendent les outils standard non économiques dans les applications de fraisage profond.
- Fraisage d'autoroutes et d'aérodromes avec des granulats durs : Les chaussées d'autoroutes à fort trafic utilisent fréquemment des granulats de quartzite ou de granit qui créent une abrasion extrême sur les pointes des outils en carbure. Les pics en carbure à pointe balistique avec des qualités de carbure à grain fin à faible teneur en cobalt, spécialement formulés pour une résistance maximale à l'usure dans des conditions de forte abrasion, surpasseront systématiquement les pics standard dans ces applications, fournissant nettement plus de mètres carrés par outil malgré un coût unitaire plus élevé.
- Fraisage et scarification de chaussées en béton : Le fraisage du béton de ciment Portland est l'application la plus exigeante pour les outils de fraisage routier en carbure. L'extrême dureté des granulats de béton, combinée au comportement de rupture fragile du béton qui crée de gros morceaux de matériau irréguliers et des charges d'impact élevées sur les outils, nécessite des pics de fraisage à béton dédiés avec des pointes en carbure très épaisses, des corps en acier renforcé et des nuances de carbure optimisées pour la ténacité par rapport à la dureté pure. L'utilisation de pics à asphalte dans le béton est une fausse économie : le taux de défaillance et la consommation d'outils dépasseront de loin la différence de coût entre les outils à usage général et ceux spécifiques au béton.
Nos produits //
Produits connexes



Si vous êtes intéressé par nos produits, veuillez nous consulter
