
FR
Matrices d'estampage en carbure de tungstène : avantages des matériaux, considérations de conception et optimisation de la durée de vie de l'outil
Nouvelles de l'industrie-Pourquoi le carbure de tungstène est le premier matériau pour les matrices d'emboutissage
Les matrices d'emboutissage en carbure de tungstène sont devenues la référence de l'industrie pour les opérations de formage, de découpage, de perçage et de matrices progressives de gros volumes de métaux, où la longévité des outils, la cohérence dimensionnelle et la résistance à l'usure abrasive sont des exigences non négociables. La dureté exceptionnelle du matériau – généralement comprise entre 85 et 93 HRA (Rockwell A) selon la nuance et la teneur en liant – est la principale raison pour laquelle les matrices en carbure durent 10 à 50 fois plus longtemps que les alternatives en acier à outils conventionnelles dans des environnements de production exigeants. Cette dureté extraordinaire provient de la structure cristalline des particules de carbure de tungstène (WC), qui se classent au deuxième rang après le diamant sur l'échelle de Mohs, liées ensemble dans une matrice métallique de cobalt ou de nickel par un processus de frittage en phase liquide.
Au-delà de la dureté brute, matrices d'estampage en carbure de tungstène offrent une combinaison de propriétés qu’aucun matériau alternatif ne peut reproduire à lui seul. La résistance à la compression du carbure cémenté dépasse 4 000 MPa, soit environ quatre fois celle de l'acier à outils D2, permettant aux matrices en carbure de résister aux contraintes de contact extrêmes générées lors de l'emboutissage à grande vitesse de matériaux durs tels que l'acier inoxydable, les tôles d'acier électrique, les alliages de cuivre et les bandes d'acier à ressort trempées. Le faible coefficient de dilatation thermique et la conductivité thermique élevée du matériau maintiennent la stabilité dimensionnelle sous le chauffage cyclique généré lors des opérations continues de presse à grande vitesse, empêchant ainsi la fissuration par fatigue thermique qui dégrade progressivement les matrices en acier à outils à des cadences de course élevées.
Propriétés matérielles clés du carbure de tungstène pour les applications de matrices
Les performances d'une matrice d'emboutissage en carbure de tungstène en production sont directement déterminées par la qualité spécifique de carbure cémenté sélectionnée. Les nuances de carbure sont conçues en faisant varier la taille des grains de carbure de tungstène, le type et le pourcentage de liant métallique et en ajoutant des carbures secondaires tels que le carbure de titane (TiC), le carbure de tantale (TaC) ou le carbure de chrome (Cr₃C₂). Chacune de ces variables crée un équilibre différent entre dureté, ténacité, résistance à l’usure et résistance à la corrosion.
Dureté et résistance à l'usure
La dureté est la propriété la plus directement associée à la résistance à l’usure dans les applications de matrices en carbure de tungstène. À mesure que la teneur en liant cobalt diminue de 25 % en poids à 3 % en poids, la dureté augmente progressivement d'environ 85 HRA à 93 HRA. Les granulométries fines et ultrafines WC (inférieures à 1 micron) augmentent encore la dureté en réduisant le libre parcours moyen entre les particules de carbure dur, ce qui augmente la résistance à la micro-abrasion au niveau des arêtes de coupe et des rayons de formation. Pour les matrices d'emboutissage fonctionnant sur des matériaux très abrasifs tels que l'acier au silicium, l'acier inoxydable laminé à froid ou les compacts de poudre métallique, les nuances à grains ultrafins contenant 6 à 10 % en poids de cobalt offrent la combinaison optimale d'une dureté élevée et d'une ténacité adéquate pour résister à l'écaillage lors du chargement de la presse.
Résistance à la rupture et résistance aux chocs
La ténacité à la rupture (K₁c) mesure la résistance d'un matériau à la propagation des fissures sous l'effet d'un impact ou d'un choc - la propriété qui détermine si une matrice s'écaille, se fissure ou se fracture de manière catastrophique lorsqu'elle est soumise à des surcharges soudaines, des problèmes d'alimentation dans la presse ou des événements de double choc. La ténacité du carbure de tungstène augmente avec la teneur en cobalt, allant d'environ 8 MPa·m½ à 6 % en poids de Co à plus de 15 MPa·m½ à 20–25 % en poids de Co. Pour les matrices d'emboutissage qui subissent des charges d'impact importantes - telles que les matrices de découpe lourdes fonctionnant sur des matériaux épais ou les matrices progressives avec des géométries de poinçon complexes qui génèrent des forces de coupe asymétriques - il est essentiel de sélectionner une nuance avec une teneur en cobalt plus élevée pour éviter une fracture catastrophique, même à le coût d'une certaine résistance à l'usure. La sélection correcte des nuances équilibre les exigences concurrentes de dureté et de ténacité en fonction du profil de contrainte spécifique de l'application.
Résistance à la compression et module élastique
Le module élastique du carbure de tungstène – environ 550 à 650 GPa selon la nuance – est environ trois fois supérieur à celui de l'acier à outils. Cette rigidité extrême signifie que les matrices d'emboutissage en carbure fléchissent beaucoup moins sous la charge de presse que les outils équivalents en acier à outils, ce qui se traduit directement par des tolérances de pièces plus strictes, des dimensions d'une caractéristique à l'autre plus cohérentes dans le travail progressif des matrices et une variation réduite du retour élastique dans les opérations de formage. La résistance élevée à la compression empêche la déformation et l'indentation de la surface de la matrice sous un contact répété à haute pression, qui est le principal mécanisme de dérive dimensionnelle dans les matrices en acier à outils fonctionnant sur des matériaux en bandes dures.
Guide de sélection des qualités des matrices d'estampage en carbure de tungstène
La sélection de la nuance de carbure appropriée pour une application de matrice d'emboutissage nécessite d'adapter les propriétés du matériau à la combinaison spécifique du matériau de la pièce à usiner, de la vitesse de la presse, de la géométrie de la matrice et du volume de production attendu. Le tableau suivant résume les catégories de nuances de carbure les plus couramment utilisées pour les applications de matrices d'emboutissage et leurs cas d'utilisation optimaux.
| Catégorie scolaire | Co Liant (%) | Dureté (HRA) | Taille des grains | Meilleure application |
| Dureté élevée/faible Co | 3 à 6 % | 91-93 | Ultrafin (<0,5 µm) | Découpage fin, perçage précis d'une fine bande dure |
| Usage général | 8 à 12 % | 88-91 | Fin (0,5 à 1,5 µm) | Matrices d'emboutissage progressif, poinçonnage électrique de stratification |
| Résistance moyenne | 13 à 16 % | 86-88 | Moyen (1,5 à 3 µm) | Découpage d'acier inoxydable et d'alliages de cuivre de calibre moyen |
| Haute ténacité | 18 à 25 % | 83-86 | Grossier (3 à 6 µm) | Découpage de gros calibre, matrices de formage avec charge d'impact élevée |
| Lié au nickel/résistant à la corrosion | 6 à 12 % de Ni | 87-90 | Fin–Moyen | Estampage de matériaux corrosifs, composants de dispositifs médicaux |
Les nuances de carbure lié au nickel méritent une mention spéciale pour les applications impliquant l'emboutissage de matériaux en bandes corrosifs, ou lorsque les composants de matrice seront exposés à des lubrifiants et des liquides de refroidissement agressifs. Le liant au cobalt est sensible à une attaque corrosive préférentielle dans les environnements acides, ce qui dégrade la phase du liant et provoque une rugosité de surface accélérée. Les matrices d'estampage en carbure de tungstène lié au nickel offrent une dureté et une ténacité équivalentes à celles des qualités de cobalt tout en offrant une résistance à la corrosion nettement meilleure dans ces environnements, ce qui en fait le choix préféré pour l'estampage de dispositifs médicaux et la fabrication de connecteurs électroniques où les normes de propreté des processus sont strictes.
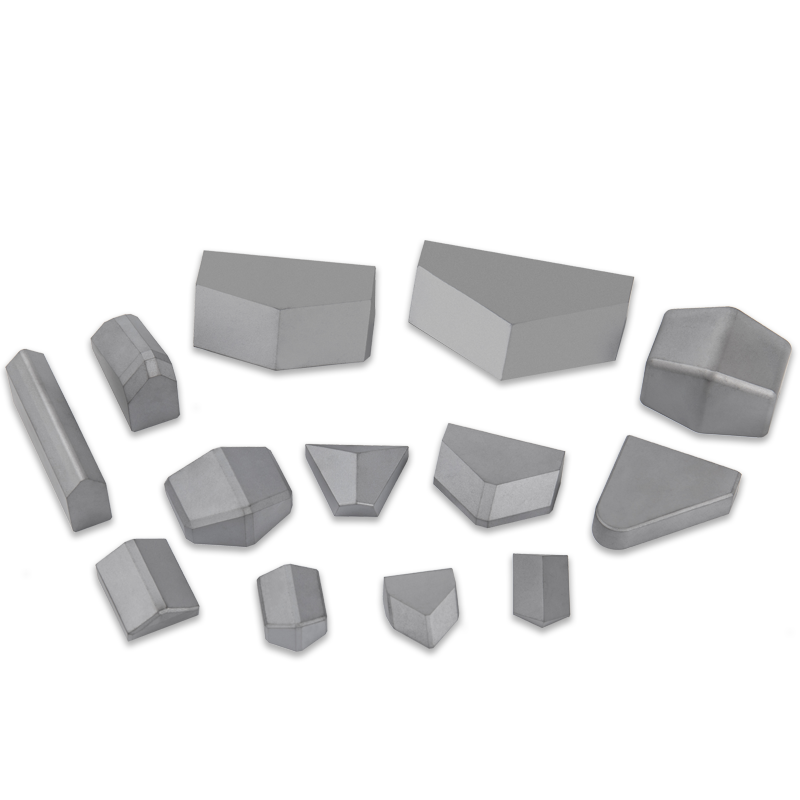
Types de matrices d'estampage en carbure de tungstène et leur construction
Le carbure de tungstène est utilisé dans la construction de matrices d'emboutissage sous plusieurs formes distinctes, chacune adaptée à différentes échelles de production, géométries de pièces et considérations économiques. Comprendre les options de construction disponibles permet aux outilleurs et aux ingénieurs de fabrication d'optimiser à la fois le coût initial de l'outillage et le coût total par pièce tout au long du cycle de production.
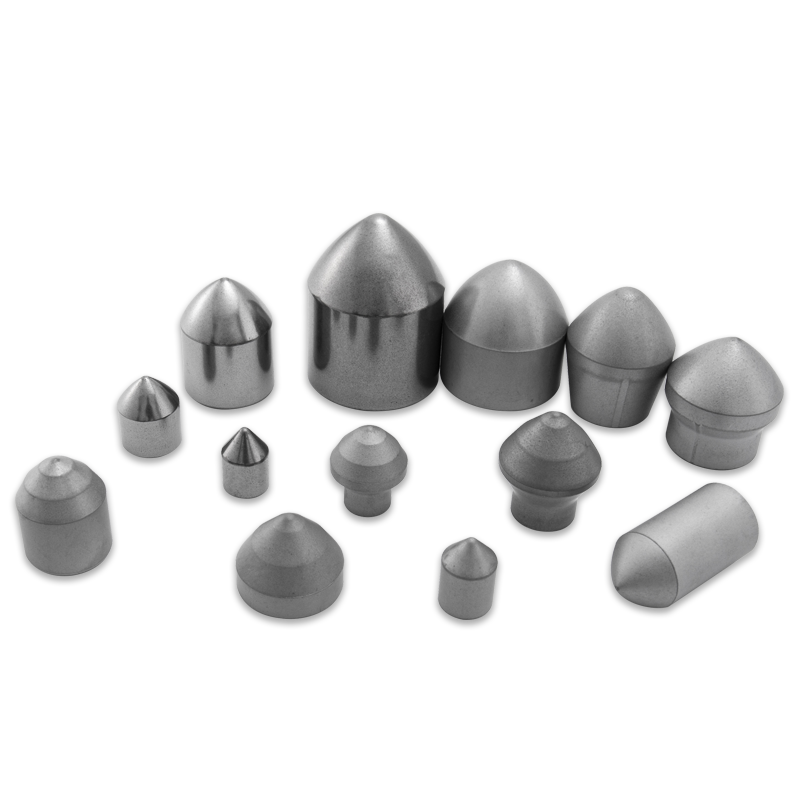
Matrices d'estampage en carbure monobloc
Les matrices d'estampage en carbure de tungstène massif sont entièrement usinées à partir d'une seule pièce de carbure fritté. Cette construction est standard pour les poinçons de petit diamètre inférieur à environ 25 mm, les petites matrices de découpage, les inserts de perçage et les poinçons de forme de précision où la géométrie compacte permet au carbure d'être entièrement supporté contre les contraintes de flexion et de traction. Les poinçons en carbure monobloc pour l'estampage des bornes de connecteurs, la fabrication de grilles de connexion et la production de contacts électriques atteignent régulièrement des durées de vie supérieures à 50 à 100 millions de courses sur de fines bandes de cuivre et de laiton. La principale limitation de la construction en carbure monobloc est la fragilité sous les charges de flexion : les poinçons en carbure monobloc avec des rapports d'aspect élevés (rapports longueur/diamètre supérieurs à 5:1) sont susceptibles de se briser par flambement latéral et nécessitent des bagues de guidage de précision et un jeu minimal entre le poinçon et le guide pour rester dans des limites de contrainte sûres.
Construction de matrices à insertion de carbure et à ajustement rétractable
Pour les composants de matrice d'estampage plus grands - plaques d'obturation, boutons de matrice, inserts de formage et anneaux d'étirage - la construction en carbure monobloc devient prohibitivement coûteuse et peu pratique à fabriquer et à manipuler. La solution standard de l'industrie consiste à insérer par pression ou par retrait un insert en carbure dans un dispositif de retenue en acier qui fournit un support structurel, une absorption des chocs et une interface mécanique pour le montage des matrices. L'ajustement serré entre l'insert en carbure et le support en acier place le carbure dans une contrainte de compression résiduelle, améliorant considérablement sa résistance à la fissuration par traction lors de l'emboutissage. Les valeurs d'interférence typiques pour les installations de boutons de matrice en carbure vont de 0,001 à 0,003 pouces par pouce de diamètre extérieur en carbure. Un ajustement serré inapproprié — soit insuffisant (permettant le fretting et la migration) ou excessif (provoquant des fissures sous contrainte lors de l'assemblage) — est l'une des causes les plus courantes de défaillance prématurée des inserts de matrice en carbure en production.
Matrices progressives segmentées en carbure
Les matrices d'estampage progressives complexes qui effectuent plusieurs opérations de découpage, de perçage, de pliage et de formage en une seule progression de bande sont souvent construites avec des inserts en carbure segmenté montés dans des sabots de matrice en acier de précision. Chaque station de la matrice progressive intègre des paires dédiées de poinçons et d'inserts en carbure optimisées pour le fonctionnement spécifique de cette station et les conditions de contact avec le matériau de la pièce. Cette approche segmentée permet de remplacer des stations de carbure usées ou endommagées sans mettre au rebut l'ensemble de la matrice, et permet d'utiliser différentes qualités de carbure dans différentes stations en fonction du profil de contrainte spécifique de chaque station. L'outillage de matrices progressives à grand volume pour l'estampage de laminage de moteurs électriques, les bornes de connecteurs automobiles et la production de cadres de connexion de circuits intégrés représentent les exemples les plus sophistiqués de construction de matrices progressives en carbure segmenté, certains outils atteignant des séries de production cumulées dépassant un milliard de pièces avant une reconstruction majeure.

Fabrication et meulage de matrices d'emboutissage en carbure de tungstène
La fabrication de matrices d'emboutissage en carbure de tungstène nécessite un équipement spécialisé, des outils et des connaissances en matière de processus qui diffèrent fondamentalement de la fabrication conventionnelle de matrices en acier à outils. L'extrême dureté du carbure rend l'usinage conventionnel impossible : tous les enlèvements de matière doivent être effectués à l'aide d'abrasifs diamantés ou d'usinage par électroérosion (EDM), et la sélection des paramètres de processus détermine directement les performances finales de la matrice.
Meulage au diamant pour profils de matrices en carbure
La rectification par meule diamantée est la principale méthode de fabrication permettant de produire les surfaces planes, les profils cylindriques et les caractéristiques angulaires des composants des matrices d'emboutissage en carbure de tungstène. Les meules diamantées à liant résine, vitrifiées et à liant métallique sont sélectionnées en fonction de la nuance de carbure à meuler et de la finition de surface requise. Les paramètres critiques du processus (vitesse de la meule, vitesse d'avance de la pièce, profondeur de coupe par passe et débit du liquide de refroidissement) doivent être soigneusement contrôlés pour éviter les dommages thermiques à la surface du carbure qui se manifestent par des microfissures, des contraintes de traction résiduelles ou une transformation de phase de surface. Le meulage de surface des plaques matrices en carbure nécessite l'application d'un liquide de refroidissement par inondation, un dressage précis de la meule diamantée et de légères passes de finition inférieures à 0,005 mm de profondeur de coupe pour obtenir la qualité de finition de surface (Ra inférieure à 0,2 µm) et la tolérance de planéité requise pour les jeux de matrices de découpage de précision.
EDM à fil pour les géométries complexes de matrices en carbure
L'usinage par électroérosion par fil (électroérosion à fil) est devenu la méthode dominante pour découper des profils bidimensionnels complexes dans des plaques matrices en carbure de tungstène, y compris des contours de découpage irréguliers, des ouvertures de matrice progressives et des cavités de matrice de précision. L'électroérosion à fil élimine la matière par érosion par étincelle contrôlée à l'aide d'un fil-électrode en laiton ou en zinc alimenté en continu, ce qui le rend totalement indépendant de la dureté de la pièce. Les systèmes modernes d'électroérosion à fil à cinq axes peuvent couper des composants de matrices en carbure selon des tolérances dimensionnelles de ± 0,002 mm et obtenir des états de surface inférieurs à Ra 0,3 µm après des séquences de coupe de finition fine. Un aspect essentiel de l'électroérosion à fil en carbure est la couche de refonte - une fine zone de matériau resolidifié d'environ 2 à 10 µm de profondeur qui contient des contraintes résiduelles de traction et des microfissures. Plusieurs coupes d'écrémage avec des réglages d'énergie décroissants suppriment progressivement la couche de refonte des coupes précédentes, et la qualité finale de la surface EDM doit être vérifiée pour garantir qu'il ne reste aucun résidu de refonte sur les surfaces de pointe qui serviraient de sites d'initiation de fissures en production.
Rodage et polissage des surfaces critiques des matrices
Après les opérations de meulage et d'électroérosion, les arêtes de coupe, les rayons de formation et les surfaces de dégagement des matrices d'estampage en carbure de tungstène sont généralement finis par rodage ou polissage au diamant pour éliminer tout dommage d'usinage résiduel et obtenir la spécification finale de qualité de surface. Le rodage manuel avec de la pâte diamantée sur des plaques à recouvrement en acier trempé ou en fonte — en utilisant des nuances progressivement plus fines de 15 µm jusqu'à 1 µm ou moins — élimine les irrégularités de surface et établit une géométrie de bord constante, essentielle à la qualité de coupe et à la durée de vie de la matrice. Pour les matrices de découpage fin en carbure et les matrices de pièces de monnaie de haute précision, des finitions de surface finales inférieures à Ra 0,05 µm sur les surfaces de formage sont nécessaires pour atteindre les spécifications de qualité de surface de la pièce et minimiser l'adhérence du matériau lors de l'emboutissage.
Optimisation du jeu, de la lubrification et de la configuration de la presse pour les matrices d'emboutissage en carbure
Même les matrices d'estampage en carbure de tungstène de la plus haute qualité échoueront prématurément si elles sont utilisées avec un jeu poinçon-matrice incorrect, une lubrification inadéquate ou une configuration de presse incorrecte. Ces paramètres opérationnels ont une influence considérable sur la durée de vie des matrices, la qualité des pièces et le risque de fracture catastrophique du carbure pendant la production.
Dégagement entre le poinçon et la matrice pour les outils en carbure
Le jeu optimal entre le poinçon et la matrice pour les matrices de découpage et de perçage en carbure de tungstène est généralement plus serré que celui des outils équivalents en acier à outils - généralement 3 à 8 % de l'épaisseur du matériau par côté pour la plupart des métaux, contre 8 à 12 % pour les matrices en acier à outils. Des jeux plus serrés sont permis par la résistance à l'usure et la stabilité dimensionnelle supérieures du carbure, et produisent des surfaces de coupe plus propres avec moins de renversement, de profondeur de brunissage et d'angle de zone de fracture. Cependant, un jeu trop serré concentre les forces de coupe sur les arêtes de coupe en carbure, accélérant l'écaillage des arêtes et augmentant le risque de fissuration du poinçon ou de la matrice. L'optimisation du jeu doit être validée en examinant la qualité des bords de coupe à l'aide d'un comparateur optique calibré ou d'un microscope électronique à balayage pour confirmer l'angle de la zone de fracture et la hauteur des bavures souhaités avant de s'engager sur les quantités de production.
Exigences de lubrification
Une lubrification adéquate est essentielle pour maximiser la durée de vie des matrices d'estampage en carbure en réduisant la friction à l'interface poinçon-matériau, en empêchant le ramassage de matériau (grippage) sur les surfaces de la matrice et en contrôlant la température de la matrice pendant le fonctionnement à grande vitesse. Pour la plupart des opérations d'emboutissage progressif au carbure sur des bandes d'acier et d'acier inoxydable, une huile d'estampage extrême pression sulfurisée ou chlorée à faible viscosité appliquée via une coucheuse à rouleaux ou un système de pulvérisation à un poids de film contrôlé de 0,5 à 2,0 g/m² fournit une lubrification adéquate. Sur les bandes de cuivre et de laiton, des formulations non chlorées sont nécessaires pour éviter les taches corrosives. Les lubrifiants à film sec, notamment le bisulfure de molybdène et les revêtements PTFE appliqués sur la bande, sont utilisés dans les applications où la contamination par l'huile des pièces estampées est inacceptable, telles que les contacts électriques et la fabrication de dispositifs médicaux.
Exigences de la presse pour la protection des matrices en carbure
La fragilité du carbure de tungstène sous contrainte de traction et de flexion signifie que les matrices d'emboutissage en carbure sont très sensibles au désalignement de la presse, aux erreurs de parallélisme des glissières et aux charges décentrées qui seraient tolérées par les outils en acier à outils. Faire fonctionner des matrices en carbure dans une presse usée ou mal alignée est l'un des moyens les plus rapides de provoquer une défaillance prématurée des matrices. La presse utilisée pour les outils en carbure doit présenter un parallélisme coulisseau-lit inférieur à 0,010 mm sur toute la zone de la matrice, et une protection contre les surcharges hydrauliques réglée à 110-120 pour cent de la force de coupe calculée pour arrêter le déplacement de la presse en cas de problème d'alimentation ou de double coup avant que des dommages catastrophiques à la matrice ne se produisent. Les capteurs de protection de matrice à déconnexion rapide (surveillant l'avance de la bande, l'éjection des pièces et la déviation de la broche de protection de la matrice) sont des équipements standard sur les lignes de matrices progressives en carbure et s'amortissent rapidement grâce à la prévention d'un seul événement de fracture catastrophique du carbure.
Entretien, réaffûtage et reconditionnement des matrices d'emboutissage en carbure
L'un des avantages économiques significatifs des matrices d'emboutissage en carbure de tungstène par rapport à l'acier à outils est la capacité de reconditionner les outils usés par un réaffûtage de précision des faces de coupe, en restaurant les arêtes de coupe tranchantes et en corrigeant la géométrie du jeu. Une matrice en carbure bien entretenue peut généralement être réaffûtée 20 à 50 fois avant que l'enlèvement de matière accumulé ne réduise la matrice en dessous des spécifications de hauteur minimales, offrant ainsi une durée de vie totale plusieurs fois supérieure à la durée de vie initiale de l'outil entre les affûtages.
- Surveillance des indicateurs d'usure : Établissez des protocoles de surveillance de la production qui suivent la hauteur des bavures sur les pièces embouties, la profondeur de retournement des bords coupés et les données de tendance du tonnage de la presse en tant qu'indicateurs de l'usure progressive des matrices. Le fait de lancer le rebroyage dès les premiers signes de développement de bavures (plutôt que de l'exécuter jusqu'à ce que la qualité de la pièce soit hors spécifications) minimise l'enlèvement de matière requis par cycle de rebroyage et maximise le nombre total de cycles de rebroyage disponibles avant que la matrice n'atteigne la hauteur de rebut.
- Meulage de surface pour rebroyé : Le réaffûtage des faces de matrice en carbure est effectué sur une meuleuse de surface de précision à l'aide d'une meule boisseau diamantée à liant résine ou d'une meule diamantée segmentée. L'enlèvement de matière minimum par rebroyage doit être suffisant pour traverser toute la zone affectée par l'usure (généralement 0,05 à 0,15 mm par face) afin d'exposer du carbure frais et intact avec des arêtes de coupe tranchantes.
- Affûtage des bords après rebroyage : Les arêtes de coupe en carbure fraîchement meulées contiennent des micro-écailles et des bavures qui réduisent la durée de vie initiale de l'outil si elles ne sont pas traitées avant de remettre la matrice en production. Un affûtage léger et contrôlé des bords à l'aide d'une fine pierre de diamant ou de nitrure de bore (en enlevant seulement 0,005 à 0,020 mm de matériau de bord selon un angle constant) renforce la géométrie du bord de coupe et améliore considérablement la durée de vie de l'outil au premier coup après le réaffûtage.
- Inspection après chaque rebroyage : Après chaque cycle de réaffûtage, inspectez tous les composants en carbure sous un grossissement (au minimum avec une loupe 10×, idéalement avec un microscope d'outilleur) pour détecter les microfissures, les éclats de bords et les irrégularités de surface avant de les réinstaller dans le jeu de matrices. Les fissures dans les composants des matrices en carbure se propageront rapidement sous la charge de production et provoqueront des défaillances catastrophiques : leur identification lors de l'inspection évite les dommages à la presse en aval et les temps d'arrêt imprévus.
- Revêtement pour une durée de vie prolongée : Les revêtements de dépôt physique en phase vapeur (PVD) — en particulier TiN, TiCN, TiAlN et DLC (carbone de type diamant) — appliqués sur les surfaces des poinçons en carbure après le meulage peuvent prolonger les intervalles entre les affûtages de 2 à 4 fois sur les matériaux abrasifs des pièces. Les revêtements DLC sont particulièrement efficaces dans les applications d'emboutissage du cuivre et de l'aluminium où l'adhésion du matériau à la surface de la matrice est un mécanisme d'usure principal.
Matrices d'estampage en carbure de tungstène et en acier à outils : une comparaison directe
La décision entre le carbure de tungstène et l'acier à outils pour une application de matrice d'emboutissage implique d'équilibrer l'investissement initial en outillage et le coût total de possession sur le cycle de production. La comparaison suivante fournit un cadre pratique pour cette décision dans les dimensions de performance et économiques les plus pertinentes.
| Paramètre | Matrice de carbure de tungstène | Matrice en acier à outils (D2 / M2) |
| Dureté | 85-93 HRA (≈1400-1800 HV) | 58-65 HRC (≈650-830 HV) |
| Durée de vie typique de l'outil | 5 à 50 millions de coups (en fonction de l'application) | 100 000 à 1 million de coups |
| Coût initial de l'outillage | 3 à 8 fois plus élevé que l'acier à outils | Référence |
| Coût par pièce (volume élevé) | Nettement inférieur | Plus élevé en raison du remplacement fréquent |
| Stabilité dimensionnelle | Excellent (module élevé) | Bon (module inférieur) |
| Résistance aux impacts/chocs | Modéré (fragile – dépendant de la qualité) | Bon–Excellent |
| Usinabilité / Réparabilité | Difficile (diamant / EDM uniquement) | Bon (usinage conventionnel) |
| Idéal pour | Matériaux abrasifs en grand volume, tolérances serrées | Prototypes, faible volume, formage 3D complexe |
Le point de croisement économique — le volume de production au-dessus duquel le coût par pièce inférieur du carbure compense son investissement initial plus élevé en outillage — se situe généralement entre 500 000 et 2 millions de pièces en fonction de la complexité de la matrice, de la dureté du matériau de la pièce à usiner et de l'intervalle de réaffûtage réalisable avec chaque matériau. Pour tout programme d'emboutissage devant dépasser 2 millions de pièces, l'analyse du coût total de possession favorise presque universellement la construction de matrices d'emboutissage en carbure de tungstène par rapport aux alternatives en acier à outils.
Nos produits //
Produits connexes



Si vous êtes intéressé par nos produits, veuillez nous consulter
